Центры токарные упорные
Надежное крепление заготовки - фактор, непосредственно влияющий на качество выполняемой операции.
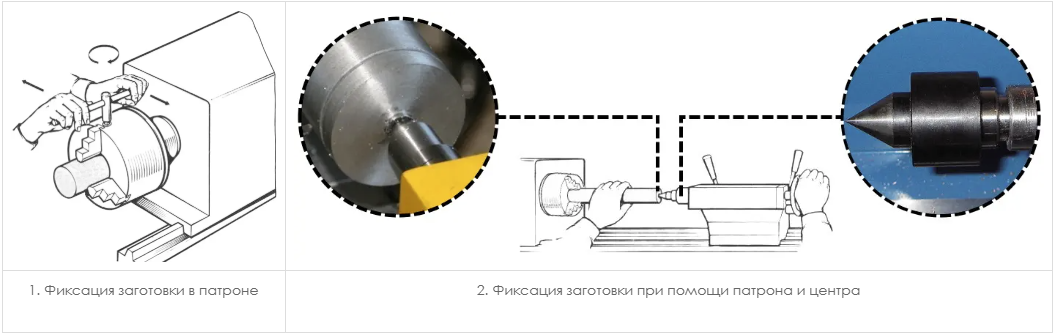
При обработке на токарном станке заготовка фиксируется одним из двух способов:
- Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка.
- Заготовка зажимается с двух сторон: со стороны передней и задней бабки станка. Со стороны передней бабки болванка зажимается кулачками патрона, со стороны задней бабки прижимается токарным центром.
Токарный центр - оснастка для точного центрирования и крепления заготовки, в зависимости от конструкции используется на низко- и высокоскоростных режимах резания.
Область применения:
- Обработка длинных болванок (длина заготовки больше ее диаметра в 5 и более раз)
- Обработка тяжелых заготовок в условиях больших оборотов и подачи
- Токарные операции, требующие снятия большого объема металла
Токарный центр состоит из упорного конуса (1) и хвостовика (2). Упорный конус - рабочая область токарного центра, которая прижимает заготовку со стороны торца. Хвостовик стандартно изготовлен в виде конуса Морзе определенного размера (№1, №2, №3 и др.). Хвостовик Морзе методом самозаклинивания обеспечивает надежное крепление оснастки в пиноли задней бабки токарного станка.

Токарные центры эксплуатируются в условиях высоких механических и температурных нагрузок, поэтому изготавливаются из закаленной легированной стали. При повышенных оборотах шпинделя упорного конуса постепенно изнашивается, что в итоге приведет к замене оснастки. Эту проблему обычно решают двумя способами: либо используют смазку, либо применяют центры с добавлением твердого сплава.
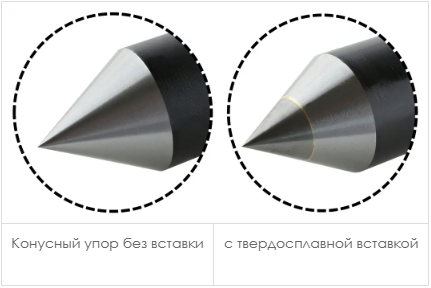
Твердый сплав добавляется в рабочую зону токарного центра (упорный конус) одним из двух способов:
- В виде покрытия: на упорный конус из закаленной легированной стали наплавляется слой твердого сплава
- В виде вставки: упорный конус из твердого сплава впаивается в основной корпус токарного центра
В сравнении с другими видами инструментальной стали твердосплавной материал имеет более высокие параметры твердости, износостойкости, стойкости (время непрерывной работы), теплостойкости и теплопроводности. В совокупности эти характеристики не только увеличивают срок службы оснастки, но и увеличивают эффективность выполняемых токарных операций.
Типы токарных центров
В зависимости от конструкции токарные центры бывают нескольких типов. Эксплуатация каждого типа обладает своей спецификой и связана с ограничениями скоростных режимов резания.
Упорные центры

Упорный (невращающийся) центр - монолитная конструкция без подвижных элементов, применяемая для металлообработки на низкоскоростных режимах резания.
В процессе резания упорный центр остается неподвижным, вращается только болванка. При этом необходимо контролировать усилие зажима для свободного вращения заготовки при условии отсутствия радиального люфта.
При повышенных оборотах шпинделя в зоне контакта возникает перегрев, ведущий к снижению точности обработки или деформации заготовки. Поэтому эксплуатация упорных центров ограничена режимами резания.
Исполнения токарных центров
В зависимости от особенностей выполняемой операции и конструкции заготовки токарные центры производятся в нескольких исполнениях.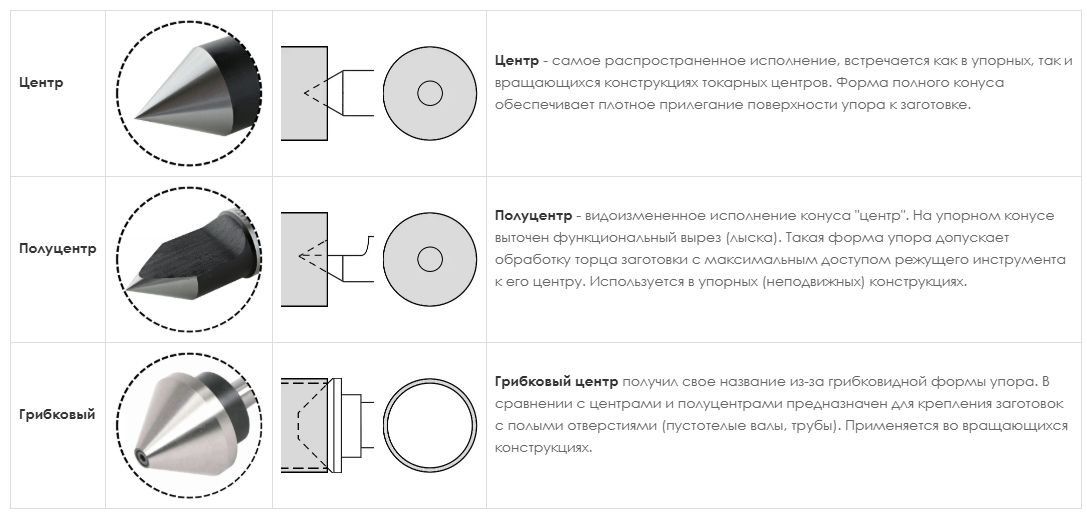
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market).
-
Центры упорные
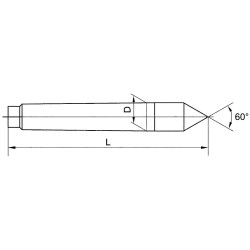
Упорный центр серии DG предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора с углом при вершине 60°. Токарные центры DG изготовлены из закаленной легированной стали с точностью 0,010 мм. -
Центры упорные с твердосплавной...
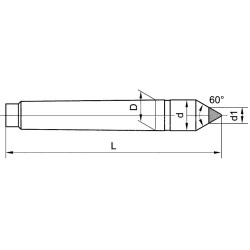
Упорный центр серии DE предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора с углом при вершине 60°. Токарные центры DE изготовлены из закаленной легированной стали с твердосплавной вставкой, которая увеличивает срок службы оснастки. Точность упорных центров DE составляет 0,010 мм. -
Полуцентры упорные
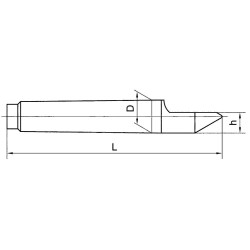
Упорный полуцентр серии DH предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора. Лыска (вырез) на рабочем конусе упора позволяет подвести режущий инструмент максимально близко к центру обрабатываемой заготовки со стороны торца. Токарные полуцентры DH изготовлены из закаленной легированной стали с точностью 0,010 мм. -
Полуцентры упорные с...
Упорный полуцентр серии DHE предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора. Лыска (вырез) на рабочем конусе упора позволяет подвести режущий инструмент максимально близко к центру обрабатываемой заготовки со стороны торца. Токарные полуцентры DHE изготовлены из закаленной легированной стали с твердосплавной вставкой, которая увеличивает срок службы оснастки. Точность упорных полуцентров DHE составляет 0,010 мм.




Центры упорные
 Посмотреть схему
Посмотреть схему
Упорный центр серии DG предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора с углом при вершине 60°. Токарные центры DG изготовлены из закаленной легированной стали с точностью 0,010 мм.
| Название |
D, мм
|
L, мм
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|
Центр упорный, конус Морзе 1 |
12.065
|
80
|
±0.010
|
ZEGYO |
416,00 ₽
|
|
Центр упорный, конус Морзе 4 |
31.267
|
160
|
±0.010
|
ZEGYO |
481,00 ₽
|
|
Центры упорные с твердосплавной вставкой
 Посмотреть схему
Посмотреть схему
Упорный центр серии DE предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора с углом при вершине 60°. Токарные центры DE изготовлены из закаленной легированной стали с твердосплавной вставкой, которая увеличивает срок службы оснастки. Точность упорных центров DE составляет 0,010 мм.
| Название |
D, мм
|
L, мм
|
d, мм
|
d1, мм
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|---|---|
Центр упорный c твердосплавной вставкой, конус Морзе 2 OLICNC |
17.78
|
100
|
18
|
8
|
±0.010
|
OLICNC |
783,00 ₽
|
|
Центр упорный c твердосплавной вставкой, конус Морзе 3 OLICNC |
23.825
|
125
|
24.1
|
12
|
±0.010
|
OLICNC |
795,00 ₽
|
|
Центр упорный c твердосплавной вставкой, конус Морзе 4 OLICNC |
31.267
|
160
|
31.6
|
15
|
±0.010
|
OLICNC |
1 217,00 ₽
|
|
Центр упорный c твердосплавной вставкой, конус Морзе 5 OLICNC |
44.399
|
200
|
-
|
-
|
±0.010
|
OLICNC |
2 392,00 ₽
|
|
Центр упорный c твердосплавной вставкой, конус Морзе 2 |
17.78
|
100
|
18
|
8
|
±0.010
|
ZEGYO |
784,00 ₽
|
|
Полуцентры упорные
 Посмотреть схему
Посмотреть схему
Упорный полуцентр серии DH предназначен для фиксации и точного базирования заготовки при токарной обработке на низкоскоростных режимах резания. Представляет собой монолитную (невращающуюся) конструкцию, состоящую из хвостовика в виде конуса Морзе и конусовидного упора. Лыска (вырез) на рабочем конусе упора позволяет подвести режущий инструмент максимально близко к центру обрабатываемой заготовки со стороны торца. Токарные полуцентры DH изготовлены из закаленной легированной стали с точностью 0,010 мм.
| Название |
D, мм
|
L, мм
|
h, мм
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|---|
Полуцентр упорный, конус Морзе 1 |
12.065
|
80
|
5.5
|
±0.010
|
ZEGYO |
480,00 ₽
|
|
Полуцентр упорный, конус Морзе 2 |
17.78
|
100
|
6
|
±0.010
|
ZEGYO |
781,00 ₽
|
|
Полуцентр упорный, конус Морзе 4 |
31.267
|
160
|
12.5
|
±0.010
|
ZEGYO |
1 219,00 ₽
|
|
Полуцентр упорный, конус Морзе 5 |
44.399
|
200
|
16
|
±0.010
|
ZEGYO |
2 133,00 ₽
|
|
Полуцентр упорный, конус Морзе 6 |
63.348
|
270
|
22
|
±0.010
|
ZEGYO |
4 618,00 ₽
|
|