Оснастка для токарных станков
Надежная оснастка для токарных станков
Представленная вашему вниманию оснастка для токарных станков с ЧПУ и другого токарного оборудования закрывает большинство запросов наших клиентов. Наш интернет-магазин специализируется на поставках металлообрабатывающего оборудования и инструмента. Мы предлагаем продукцию известных брендов и гарантируем:
- разнообразие ассортимента;
- наличие товаров на складе;
- короткие сроки выполнения заказа;
- бесплатные консультации;
- гибкую систему скидок;
- организацию доставки;
- честные выгодные цены.
Недорогая оснастка для токарного станка по металлу
Качество и эффективность токарных работ зависит не только от применяемого инструмента, но и от используемой оснастки. Например, для решения многих задач требуются специализированные станочные приспособления. Кроме того, наиболее нагруженные элементы токарных станков со временем изнашиваются и требуют замены.
В этом разделе нашего сайта представлена наиболее востребованная оснастка, используемая при выполнении токарных работ:
- упорные и вращающиеся центры;
- токарные цанги и патроны для них;
- кулачки, сухари, оправки для расточки;
- держатели осевого инструмента;
- переходные втулки;
- инструментальные блоки VDI и BMT.
Работа с нами позволит вам приобрести надежную качественную продукцию известных брендов.
Предлагаемые цены – одни из самых выгодных в России.
Предоставляются бесплатные консультации, помощь в подборе продукции.
-
Токарные патроны
-
Центры токарные упорные
Надежное крепление заготовки - фактор, непосредственно влияющий на качество выполняемой операции.
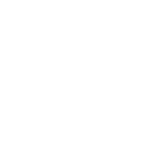
При обработке на токарном станке заготовка фиксируется одним из двух способов:
- Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка.
- Заготовка зажимается с двух сторон: со стороны передней и задней бабки станка. Со стороны передней бабки болванка зажимается кулачками патрона, со стороны задней бабки прижимается токарным центром.
Токарный центр - оснастка для точного центрирования и крепления заготовки, в зависимости от конструкции используется на низко- и высокоскоростных режимах резания.
Область применения:- Обработка длинных болванок (длина заготовки больше ее диаметра в 5 и более раз)
- Обработка тяжелых заготовок в условиях больших оборотов и подачи
- Токарные операции, требующие снятия большого объема металла
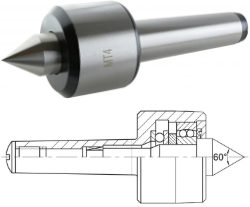
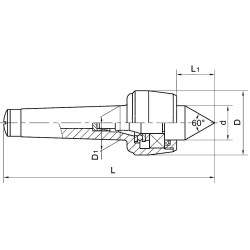
Токарный центр состоит из упорного конуса (1) и хвостовика (2). Упорный конус - рабочая область токарного центра, которая прижимает заготовку со стороны торца. Хвостовик стандартно изготовлен в виде конуса Морзе определенного размера (№1, №2, №3 и др.). Хвостовик Морзе методом самозаклинивания обеспечивает надежное крепление оснастки в пиноли задней бабки токарного станка. На качество токарной обработки непосредственно влияет точность центрирования установленной заготовки относительно оси шпинделя станка. Для точного базирования заготовки в центре ее торца вытачивается отверстие с углом 60° или 90°.При зажиме болванки в отверстие упирается конус токарного центра с аналогичным значением угла. Плотный контакт поверхности заготовки и рабочего конуса обеспечивают низкий уровень биения в процессе резания.
На качество токарной обработки непосредственно влияет точность центрирования установленной заготовки относительно оси шпинделя станка. Для точного базирования заготовки в центре ее торца вытачивается отверстие с углом 60° или 90°.При зажиме болванки в отверстие упирается конус токарного центра с аналогичным значением угла. Плотный контакт поверхности заготовки и рабочего конуса обеспечивают низкий уровень биения в процессе резания.
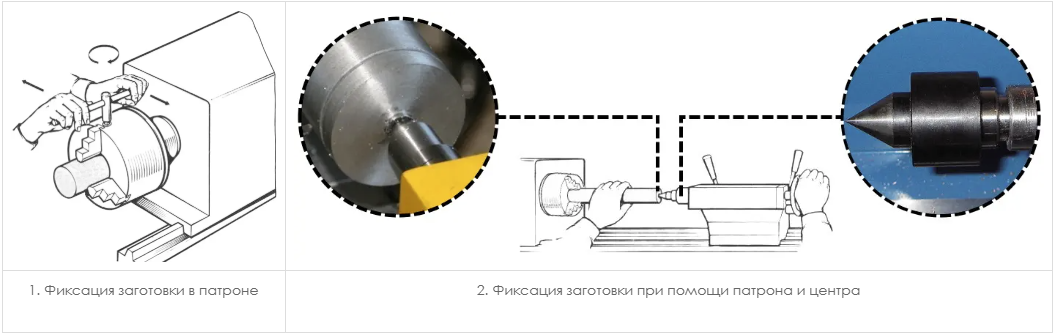
Токарные центры эксплуатируются в условиях высоких механических и температурных нагрузок, поэтому изготавливаются из закаленной легированной стали. При повышенных оборотах шпинделя упорного конуса постепенно изнашивается, что в итоге приведет к замене оснастки. Эту проблему обычно решают двумя способами: либо используют смазку, либо применяют центры с добавлением твердого сплава.
Твердый сплав добавляется в рабочую зону токарного центра (упорный конус) одним из двух способов:
- В виде покрытия: на упорный конус из закаленной легированной стали наплавляется слой твердого сплава
- В виде вставки: упорный конус из твердого сплава впаивается в основной корпус токарного центра
В сравнении с другими видами инструментальной стали твердосплавной материал имеет более высокие параметры твердости, износостойкости, стойкости (время непрерывной работы), теплостойкости и теплопроводности. В совокупности эти характеристики не только увеличивают срок службы оснастки, но и увеличивают эффективность выполняемых токарных операций.Типы токарных центров
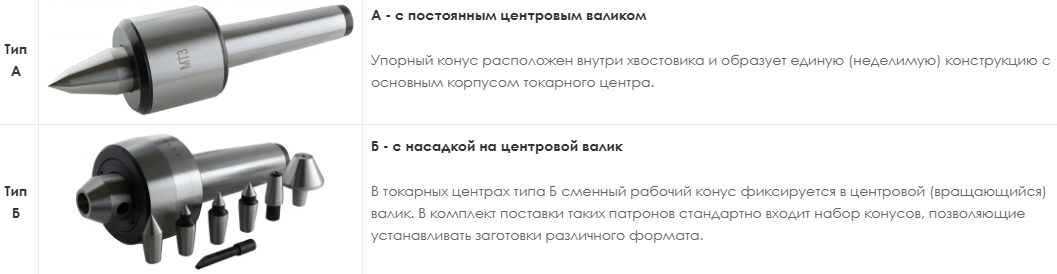
В зависимости от конструкции токарные центры бывают нескольких типов. Эксплуатация каждого типа обладает своей спецификой и связана с ограничениями скоростных режимов резания.
Упорные центры

Упорный (невращающийся) центр - монолитная конструкция без подвижных элементов, применяемая для металлообработки на низкоскоростных режимах резания.
В процессе резания упорный центр остается неподвижным, вращается только болванка. При этом необходимо контролировать усилие зажима для свободного вращения заготовки при условии отсутствия радиального люфта.
При повышенных оборотах шпинделя в зоне контакта возникает перегрев, ведущий к снижению точности обработки или деформации заготовки. Поэтому эксплуатация упорных центров ограничена режимами резания.Исполнения токарных центров
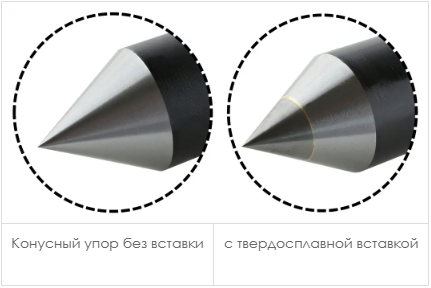
В зависимости от особенностей выполняемой операции и конструкции заготовки токарные центры производятся в нескольких исполнениях.
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market). - Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка.
-
Центры токарные вращающиеся
Надежное крепление заготовки - фактор, непосредственно влияющий на качество выполняемой операции.
При обработке на токарном станке заготовка фиксируется одним из двух способов:
- Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка.
- Заготовка зажимается с двух сторон: со стороны передней и задней бабки станка. Со стороны передней бабки болванка зажимается кулачками патрона, со стороны задней бабки прижимается токарным центром.
Токарный центр - оснастка для точного центрирования и крепления заготовки, в зависимости от конструкции используется на низко- и высокоскоростных режимах резания.
Область применения:- Обработка длинных болванок (длина заготовки больше ее диаметра в 5 и более раз)
- Обработка тяжелых заготовок в условиях больших оборотов и подачи
- Токарные операции, требующие снятия большого объема металла
Токарный центр состоит из упорного конуса (1) и хвостовика (2). Упорный конус - рабочая область токарного центра, которая прижимает заготовку со стороны торца. Хвостовик стандартно изготовлен в виде конуса Морзе определенного размера (№1, №2, №3 и др.). Хвостовик Морзе методом самозаклинивания обеспечивает надежное крепление оснастки в пиноли задней бабки токарного станка.На качество токарной обработки непосредственно влияет точность центрирования установленной заготовки относительно оси шпинделя станка. Для точного базирования заготовки в центре ее торца вытачивается отверстие с углом 60° или 90°.При зажиме болванки в отверстие упирается конус токарного центра с аналогичным значением угла. Плотный контакт поверхности заготовки и рабочего конуса обеспечивают низкий уровень биения в процессе резания.
Токарные центры эксплуатируются в условиях высоких механических и температурных нагрузок, поэтому изготавливаются из закаленной легированной стали. При повышенных оборотах шпинделя упорного конуса постепенно изнашивается, что в итоге приведет к замене оснастки. Эту проблему обычно решают двумя способами: либо используют смазку, либо применяют центры с добавлением твердого сплава.
Твердый сплав добавляется в рабочую зону токарного центра (упорный конус) одним из двух способов:
- В виде покрытия: на упорный конус из закаленной легированной стали наплавляется слой твердого сплава
- В виде вставки: упорный конус из твердого сплава впаивается в основной корпус токарного центра
В сравнении с другими видами инструментальной стали твердосплавной материал имеет более высокие параметры твердости, износостойкости, стойкости (время непрерывной работы), теплостойкости и теплопроводности. В совокупности эти характеристики не только увеличивают срок службы оснастки, но и увеличивают эффективность выполняемых токарных операций.Типы токарных центров
В зависимости от конструкции токарные центры бывают нескольких типов. Эксплуатация каждого типа обладает своей спецификой и связана с ограничениями скоростных режимов резания.
Токарные вращающиеся центры
Разработка токарного центра с вращающимся конусом решила главную проблему упорных центров и позволила высокоточную металлообработку на высокоскоростных режимах.
Вращение рабочего конуса одновременно с заготовкой выполняется шариковыми подшипниками, встроенных в корпус оснастки. Такой принцип работы исключает перегрев в рабочей зоне.
Для увеличения износостойкости оснастки используется наконечник, изготовленный из твердого сплава.
Вращающийся центр менее требователен к контролю усилия зажима заготовки. Даже при условии сильного зажима подшипник обеспечивает вращение конуса с установленной болванкой.
Типы вращающихся центров
В соответствии с ГОСТ 8742-75 вращающиеся токарные центры изготавливаются двух типов.
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market).
- Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка.
-
Приспособления для расточки...
Приспособления (оправки) JBF предназначены для расточки сырых (незакаленных) токарных кулачков под форму и размер обрабатываемой детали. Используются с гидравлическими, трехкулачковыми токарными патронами диаметром 4", 5", 6", 8", 10", 12". Все необходимые метизы входят в комплект поставки приспособления. Рекомендуется для расточки сырых кулачков серии SJ04, SJ05, SJ06, SJ08, SJ10, SJ12. -
Сухари для токарных патронов
Сухари для токарных патронов
В этом разделе нашего каталога вы сможете выбрать и заказать на выгодных условиях надежные и долговечные сухари для токарных патронов. Наш интернет-магазин является производителем металлообрабатывающего инструмента/оснастки, также мы предлагаем надежную продукцию наших деловых партнеров и гарантируем:
- поставку качественного инструмента для металлообработки;
- наличие товаров на складе;
- короткие сроки выполнения заказа;
- организацию доставки по всей России;
- профессиональные консультации;
- честные конкурентные цены.
Назначение и ассортимент
Представленные вашему вниманию пазовые Т-гайки применяются для фиксации и точного позиционирования сырых кулачков на базовых кулачках гидравлического токарного патрона. Исполнение гайки ‒ T (со сквозным отверстием). В комплект поставки входит 3 шт. В каталоге вы найдете сухари для токарных патронов диаметром:
- 4" ‒ 114 мм;
- 8" ‒ 200 мм;
- 10" ‒ 250 мм;
- 12" ‒ 300 мм.
Предлагаемые сухари выполнены из инструментальной стали. Отличаются идеально точной геометрией, обеспечивают надежную фиксацию обрабатываемых деталей. Широко используются российскими компаниями, практичны и долговечны. Могут быть поставлены в любых необходимых объемах.
Предлагаемые сухари выполнены из инструментальной стали. Отличаются идеально точной геометрией, обеспечивают надежную фиксацию обрабатываемых деталей. Широко используются российскими компаниями, практичны и долговечны. Могут быть поставлены в любых необходимых объемах.
-
Держатели осевого инструмента
SBHA - вид токарной оснастки, используемый для жесткой фиксации различного металлорежущего инструмента: расточные державки, фрезы, сверла, метчики, развертки. Для крепления инструмента дополнительно могут используются переходные втулки различного исполнения (цилиндр - цилиндр, цилиндр - конус Морзе), а также цанговые оправки с цилиндрическим хвостовиком. Конструктивно держатель представляет собой монолитный корпус с отверстием и 3 винтами для фиксации, регулировки положения инструмента. -
Переходные втулки
-
Патроны цанговые
Патроны SSTB используются для фиксации металлорежущего инструмента с цилиндрическим хвостовиком при помощи зажимных цанг типа ER (DIN 6499). В зависимости от используемой цанги патрон SSTB имеет определенный диапазон зажима инструмента (ER16: 1-10 мм, ER20: 1-13 мм, ER25: 1-16 мм, ER32: 2-20 мм). В отличии от фрезерных патронов оправки SSTB имеют хвостовик с квадратным сечением и устанавливаются в соответствующие инструментальные держатели. Таким образом, цанговые патроны SSTB применяются исключительно для токарной обработки. -
Цанги токарные
-
Инструментальные блоки VDI
-
Инструментальные блоки BMT
Инструментальные блоки BMT устанавливаются в револьверную головку токарных или фрезерных обрабатывающих центров и используются для фиксации различного резцов различного типа (для наружного точения, внутренней обработки, отрезки и обработки канавок). В отличии от VDI блоков BMT фиксируются в револьверной головке станка при помощи 4 болтов. Благодаря этому достигается высокая точность резания, повышается производительность и сокращается время на обработку изделий.











Токарные патроны
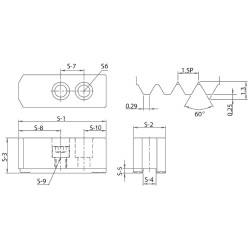
 Посмотреть схему
Посмотреть схему
| Название |
S1, мм
|
S2, мм
|
Диаметр патрона
|
Бренд | ||
|---|---|---|---|---|---|---|
SJ04.051.23.23.10/4.A Кулачки сырые, комплект 3шт. |
51
|
23
|
100 мм / 4"
|
УММ |
5 359,00 ₽
|
|
SJ04.051.23.23.10/4.B Кулачки сырые, комплект 3шт. |
51
|
23
|
100 мм / 4"
|
УММ |
4 668,00 ₽
|
|
SJ05.062.23.27.10/4.A Кулачки сырые, комплект 3шт. |
62
|
23
|
125 мм / 5"
|
УММ |
6 699,00 ₽
|
|
SJ05.062.23.27.10/4.B Кулачки сырые, комплект 3шт. |
62
|
23
|
125 мм / 5"
|
УММ |
3 914,00 ₽
|
|
SJ06.73.31.31.12/5.A Кулачки сырые, комплект 3шт. |
73
|
31
|
160 мм / 6"
|
УММ |
6 756,00 ₽
|
|
Центры токарные упорные
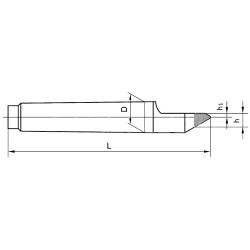 Посмотреть схему
Посмотреть схему
Надежное крепление заготовки - фактор, непосредственно влияющий на качество выполняемой операции. При обработке на токарном станке заготовка фиксируется одним из двух способов: Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка. Заготовка зажимается с двух сторон: со стороны передней и задней бабки станка. Со стороны передней бабки болванка зажимается кулачками патрона, со стороны задней бабки прижимается токарным...
| Название |
D, мм
|
L, мм
|
h, мм
|
h1, мм
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|---|---|
Полуцентр упорный с твердосплавной вставкой, конус Морзе 2 |
17.78
|
100
|
6
|
2
|
±0.010
|
ZEGYO |
741,00 ₽
|
|
Полуцентр упорный с твердосплавной вставкой, конус Морзе 2 OLICNC |
17.78
|
100
|
6
|
2
|
±0.010
|
OLICNC |
870,00 ₽
|
|
Полуцентр упорный с твердосплавной вставкой, конус Морзе 3 |
23.825
|
125
|
9
|
3
|
±0.010
|
ZEGYO |
889,00 ₽
|
|
Полуцентр упорный с твердосплавной вставкой, конус Морзе 3 OLICNC |
23.825
|
125
|
9
|
3
|
±0.010
|
OLICNC |
1 044,00 ₽
|
|
Полуцентр упорный с твердосплавной вставкой, конус Морзе 4 |
31.267
|
160
|
12.5
|
5
|
±0.010
|
ZEGYO |
1 393,00 ₽
|
|
Центры токарные вращающиеся
 Посмотреть схему
Посмотреть схему
Надежное крепление заготовки - фактор, непосредственно влияющий на качество выполняемой операции. При обработке на токарном станке заготовка фиксируется одним из двух способов: Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка. Заготовка зажимается с двух сторон: со стороны передней и задней бабки станка. Со стороны передней бабки болванка зажимается кулачками патрона, со стороны задней бабки прижимается токарным...
| Название |
D, мм
|
D1, мм
|
L, мм
|
L1, мм
|
d, мм
|
Макс. скорость вращения, об/мин
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|---|---|---|---|
LC-CNC-MT2A Центр вращающийся LC-CNC-MT2A |
46
|
17.78
|
140
|
28
|
24
|
3500
|
±0.01
|
OLICNC |
1 930,00 ₽
|
|
LC-CNC-MT3A Центр вращающийся LC-CNC-MT3A |
59
|
23.825
|
170
|
38
|
28
|
3000
|
±0.015
|
OLICNC |
2 358,00 ₽
|
|
LC-CNC-MT4A Центр вращающийся LC-CNC-MT4A |
64
|
31.267
|
198
|
45
|
31
|
2500
|
±0.015
|
OLICNC |
2 830,00 ₽
|
|
LC-CNC-MT5A Центр вращающийся LC-CNC-MT5A |
78
|
44.399
|
245
|
52
|
44
|
2000
|
±0.02
|
OLICNC |
4 074,00 ₽
|
|
LC-HD-MT4A Центр вращающийся, усиленный LC-HD-MT4A |
55
|
31.267
|
194
|
37.5
|
35
|
3500
|
-
|
OLICNC |
3 446,00 ₽
|
|