Центры токарные вращающиеся
Надежное крепление заготовки - фактор, непосредственно влияющий на качество выполняемой операции.
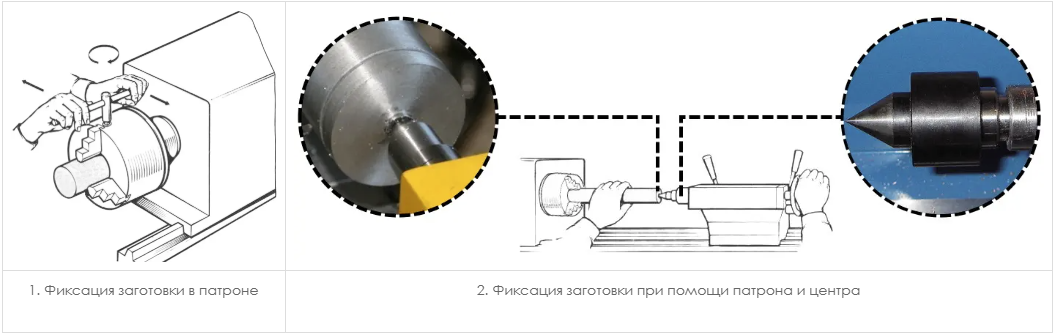
При обработке на токарном станке заготовка фиксируется одним из двух способов:
- Односторонний способ крепления, применяемый при работе с малогабаритными заготовками на низких скоростях вращения шпинделя. Зажим заготовки выполняется кулачками токарного патрона со стороны передней бабки станка.
- Заготовка зажимается с двух сторон: со стороны передней и задней бабки станка. Со стороны передней бабки болванка зажимается кулачками патрона, со стороны задней бабки прижимается токарным центром.
Токарный центр - оснастка для точного центрирования и крепления заготовки, в зависимости от конструкции используется на низко- и высокоскоростных режимах резания.
Область применения:
- Обработка длинных болванок (длина заготовки больше ее диаметра в 5 и более раз)
- Обработка тяжелых заготовок в условиях больших оборотов и подачи
- Токарные операции, требующие снятия большого объема металла
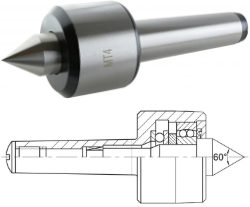
Токарный центр состоит из упорного конуса (1) и хвостовика (2). Упорный конус - рабочая область токарного центра, которая прижимает заготовку со стороны торца. Хвостовик стандартно изготовлен в виде конуса Морзе определенного размера (№1, №2, №3 и др.). Хвостовик Морзе методом самозаклинивания обеспечивает надежное крепление оснастки в пиноли задней бабки токарного станка.

Токарные центры эксплуатируются в условиях высоких механических и температурных нагрузок, поэтому изготавливаются из закаленной легированной стали. При повышенных оборотах шпинделя упорного конуса постепенно изнашивается, что в итоге приведет к замене оснастки. Эту проблему обычно решают двумя способами: либо используют смазку, либо применяют центры с добавлением твердого сплава.
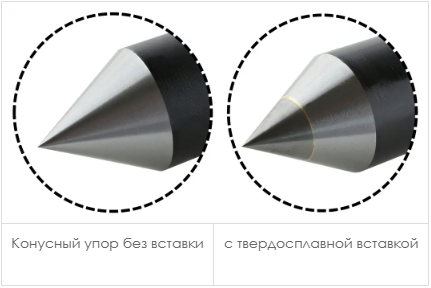
Твердый сплав добавляется в рабочую зону токарного центра (упорный конус) одним из двух способов:
- В виде покрытия: на упорный конус из закаленной легированной стали наплавляется слой твердого сплава
- В виде вставки: упорный конус из твердого сплава впаивается в основной корпус токарного центра
В сравнении с другими видами инструментальной стали твердосплавной материал имеет более высокие параметры твердости, износостойкости, стойкости (время непрерывной работы), теплостойкости и теплопроводности. В совокупности эти характеристики не только увеличивают срок службы оснастки, но и увеличивают эффективность выполняемых токарных операций.
Типы токарных центров
В зависимости от конструкции токарные центры бывают нескольких типов. Эксплуатация каждого типа обладает своей спецификой и связана с ограничениями скоростных режимов резания.
Токарные вращающиеся центры
Разработка токарного центра с вращающимся конусом решила главную проблему упорных центров и позволила высокоточную металлообработку на высокоскоростных режимах.
Вращение рабочего конуса одновременно с заготовкой выполняется шариковыми подшипниками, встроенных в корпус оснастки. Такой принцип работы исключает перегрев в рабочей зоне.
Для увеличения износостойкости оснастки используется наконечник, изготовленный из твердого сплава.
Вращающийся центр менее требователен к контролю усилия зажима заготовки. Даже при условии сильного зажима подшипник обеспечивает вращение конуса с установленной болванкой.
Типы вращающихся центров
В соответствии с ГОСТ 8742-75 вращающиеся токарные центры изготавливаются двух типов.
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market).
-
Центры вращающиеся
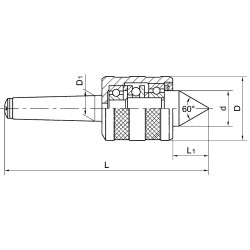
Вращающиеся центры серии D41 используются для фиксации и точного базирования заготовки при токарной на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры D41 изготовлены из закаленной легированной стали. -
Центры вращающиеся облегченные
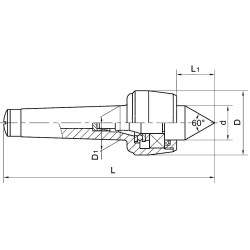
Облегченные вращающиеся центры DM31 (бренд Zegyo) и LC-CNC, LC-HSB, LC-PLD (бренд OLICNC) используются для фиксации и точного базирования заготовки при токарной прецизионной обработке на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шарикового подшипника, встроенного в корпус оснастки. Токарные центры изготовлены из закаленной легированной стали. -
Центры вращающиеся высокоточные
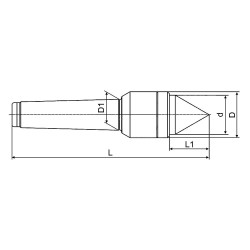
Вращающиеся центры серии LC-NT (New Type) используются для фиксации и точного базирования заготовки при токарной на высокоскоростных режимах резания. Данная серия ориентирована прежде всего на высокоточную обработку легких заготовок. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры LC-NT изготовлены из легированной стали. -
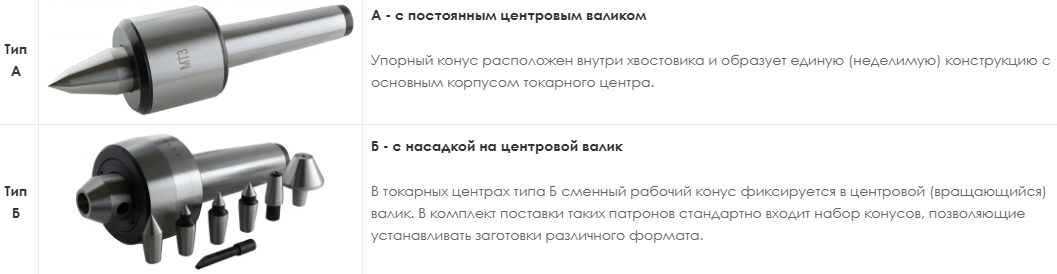
Центры вращающиеся с...
Вращающиеся центры серии D41A используются для фиксации и точного базирования заготовки при токарной на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры D41A изготовлены из закаленной легированной стали с твердосплавной вставкой, которая увеличивает срок службы оснастки. -
Центры вращающиеся усиленные
Усиленные вращающиеся центры серии DM51 (бренд Zegyo) и LC-HD (бренд OLICNC) используются для фиксации и точного базирования заготовки при токарной прецизионной обработке на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры изготовлены из закаленной легированной стали. -
Центры вращающиеся усиленные M11
Усиленные вращающиеся центры серии M11 используются для фиксации и точного базирования заготовки при токарной прецизионной обработке на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры M11 изготовлены из закаленной легированной стали. -
Центры вращающиеся со сменными...
Вращающиеся центры серии HD43 изготовлен из закаленной легированной стали, используются для фиксации и точного базирования заготовки при токарной на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося сменного конусовидного упора. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Сменные вставки позволяют оперативно изменить конфигурацию токарного центра в соответствии с выполняемой операцией. В комплект поставки входят шесть вставок различного форм-фактора. -
Центры вращающиеся грибковые
Грибковые вращающиеся центры серии DS используются для токарной обработки заготовок с полыми торцевыми отверстиями (пустотелые валы, трубы). Упор выполнен в форме усеченного конуса, что позволяет надежно фиксировать и базировать заготовку даже в условиях высокоскоростного резания. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в герметичный корпус. Герметичное исполнение защищает подшипники от попадания СОЖ и пыли, тем самым увеличивая срок службы оснастки. Токарные центры DS изготовлены из закаленной легированной стали.








Центры вращающиеся
 Посмотреть схему
Посмотреть схему
Вращающиеся центры серии D41 используются для фиксации и точного базирования заготовки при токарной на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры D41 изготовлены из закаленной легированной стали.
| Название |
D, мм
|
D1, мм
|
L, мм
|
L1, мм
|
d, мм
|
Макс. скорость вращения, об/мин
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|---|---|---|---|
LC-MD-MT3A Центр вращающийся для средних нагрузок, конус Морзе 3 LC-MD-MT3A |
52
|
23.825
|
170
|
30
|
28
|
4200
|
±0.010
|
ZEGYO |
2 358,00 ₽
|
|
LC-MD-MT4A Центр вращающийся для средних нагрузок, конус Морзе 4 LC-MD-MT4A |
60
|
31.267
|
205.7
|
34.7
|
32
|
3200
|
±0.010
|
ZEGYO |
2 787,00 ₽
|
|
LC-MD-MT5A Центр вращающийся для средних нагрузок, конус Морзе 5 LC-MD-MT5A |
77
|
44.399
|
254
|
45
|
45
|
2400
|
±0.015
|
ZEGYO |
4 074,00 ₽
|
|
Центр вращающийся NC-MT4A |
-
|
-
|
-
|
-
|
-
|
-
|
-
|
Li-HSUN |
37 503,00 ₽
|
|
Центр вращающийся NC-MT4B |
-
|
-
|
-
|
-
|
-
|
-
|
-
|
Li-HSUN |
39 498,00 ₽
|
|
Центры вращающиеся облегченные
 Посмотреть схему
Посмотреть схему
Облегченные вращающиеся центры DM31 (бренд Zegyo) и LC-CNC, LC-HSB, LC-PLD (бренд OLICNC) используются для фиксации и точного базирования заготовки при токарной прецизионной обработке на высокоскоростных режимах резания. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора с углом при вершине 60°. Вращение упора осуществляется при помощи шарикового подшипника, встроенного в корпус оснастки. Токарные центры изготовлены из закаленной легированной стали.
| Название |
D, мм
|
D1, мм
|
L, мм
|
L1, мм
|
d, мм
|
Макс. скорость вращения, об/мин
|
Точность, мм
|
Бренд | ||
|---|---|---|---|---|---|---|---|---|---|---|
LC-CNC-MT2A Центр вращающийся LC-CNC-MT2A |
46
|
17.78
|
140
|
28
|
24
|
3500
|
±0.01
|
OLICNC |
1 930,00 ₽
|
|
LC-CNC-MT3A Центр вращающийся LC-CNC-MT3A |
59
|
23.825
|
170
|
38
|
28
|
3000
|
±0.015
|
OLICNC |
2 358,00 ₽
|
|
LC-CNC-MT4A Центр вращающийся LC-CNC-MT4A |
64
|
31.267
|
198
|
45
|
31
|
2500
|
±0.015
|
OLICNC |
2 830,00 ₽
|
|
LC-CNC-MT5A Центр вращающийся LC-CNC-MT5A |
78
|
44.399
|
245
|
52
|
44
|
2000
|
±0.02
|
OLICNC |
4 074,00 ₽
|
|
LC-HSB-MT3A Центр вращающийся высокосоростной LC-HSB-MT3A |
59
|
23.825
|
170
|
38
|
28
|
3000
|
±0.015
|
OLICNC |
4 307,00 ₽
|
|
Центры вращающиеся высокоточные
 Посмотреть схему
Посмотреть схему
Вращающиеся центры серии LC-NT (New Type) используются для фиксации и точного базирования заготовки при токарной на высокоскоростных режимах резания. Данная серия ориентирована прежде всего на высокоточную обработку легких заготовок. Конструкция центра состоит из хвостовика в виде конуса Морзе и вращающегося конусовидного упора. Вращение упора осуществляется при помощи шариковых подшипников, встроенных в корпус оснастки. Токарные центры LC-NT изготовлены из легированной стали.
| Название |
D, мм
|
D1, мм
|
L, мм
|
L1, мм
|
d, мм
|
Макс. скорость вращения, об/мин
|
Бренд | ||
|---|---|---|---|---|---|---|---|---|---|
LC-NT-MT3A Центр вращающийся LC-NT-MT3A |
41
|
23.825
|
166
|
44
|
35
|
3500
|
OLICNC |
2 154,00 ₽
|
|
LC-NT-MT4A Центр вращающийся LC-NT-MT4A |
47
|
31.267
|
200
|
51
|
40
|
3000
|
OLICNC |
2 584,00 ₽
|
|
LC-NT-MT5A Центр вращающийся LC-NT-MT5A |
65
|
44.399
|
262
|
72
|
52
|
2000
|
OLICNC |
4 092,00 ₽
|
|
LC-NT-MT2A Центр вращающийся LC-NT-MT2A |
32
|
17.78
|
132
|
35
|
26
|
5000
|
OLICNC |
1 749,00 ₽
|
|