-
Приспособления для закрепления...
Приспособления для закрепления заготовки
-
Приспособления для привязки
Различные приспособления для привязки
-
Цанги
Цанги в ассортименте по выгодным ценам
Воспользовавшись нашим предложением, вы сможете выгодно купить цанги для ЧПУ станка и другого металлообрабатывающего оборудования. Наш интернет-магазин специализируется на поставках инструмента и оснастки для металлообработки, наши преимущества:
- надежная продукция известных брендов;
- прямые поставки от производителей;
- оперативное выполнение заказа;
- профессиональные консультации;
- помощь в подборе инструмента;
- честные выгодные цены.

")
Цанга для цангового патрона – назначение и особенности конструкции
Высокое качество металлообработки требует использования хорошего инструмента. При этом огромную роль играет его правильная фиксация в патроне станка. Надежное крепление минимизирует уровень биений и вибраций инструмента, что положительно сказывается на конечном результате.

Решить задачу качественной фиксации инструмента и позволяет цанга (цанговый зажим). Она представляет собой стальную втулку со сквозными разрезами, формирующими прижимные лепестки. Такой зажим позволяет фиксировать в патроне станка самый разный инструмент:
- фрезы;
- сверла;
- метчики и др.
Важно отметить, что цанга не может использоваться самостоятельно и устанавливается в цанговый патрон для фрезерного станка, сверлильного станка, расточного и пр. Тот, в свою очередь, устанавливается на шпиндель станка. Материалом для изготовления цанги служат качественные инструментальные и легированные стали.

Цанга фиксируется в патроне с помощью зажимной гайки. При закручивании гайки она утапливает цангу в корпус патрона, при этом ее лепестки сжимаются и прочно фиксируют хвостовик инструмента точно по центральной оси.
При выборе конкретной модели важно учитывать такой параметр, как сжимаемость, он определяет минимальный диаметр хвостовика инструмента.
Например, для цанги ER16 диаметром 4 мм значение сжимаемости равно 1 мм. Это значит, что для надежной фиксации инструмента диаметр его хвостовика должен составлять не менее 3,1 мм и не более 4 мм. Отметим, что есть и другие виды цанг – например, быстросъемные GT, имеющие конструктивные отличия.
Ниже вы можете познакомиться с информацией по основным видам конструкций цанг, их особенностям и сферам применения.
Виды конструкций цангВ зависимости от конструкции принято выделять несколько видов цанг.
1. По наличию отверстия на тыльной части: глухие / сквозные

У глухих цанг полностью отсутствует проходное отверстие для выхода хвостовика инструмента. Сквозные конструкции используются для фиксации инструмента, у которого длина хвостовика превышает длину самой цанги.
2. По количеству зон прижима: с одной / двумя

Количество зон прижима - важный критерий, который во многом определяет точность и надежность крепления инструмента в цанге. Самым распространенным является тип с двумя зонами прижима, обеспечивающий более надежную фиксацию хвостовика инструмента. Благодаря этому достигается высокая точность, минимальные биение и вибрации инструмента.
3. По форме паза: круг / квадрат

Круглый паз используется для инструмента с цилиндрической формой хвостовика - фрезы, сверла. Квадратный паз ориентирован на компенсацию по оси и применяется только для резьбонарезного инструмента.
4. По герметичности: с уплотнителем (для подачи СОЖ) / без уплотнителя


Некоторые конструкции цанговых зажимов предусматривают наличие герметичных каналов, предназначенных для точной подачи СОЖ в зону резания.
Стандарты цанговых зажимов
")
")
") Конструкция, размеры и технические характеристики цанговых зажимов регламентируются различными стандартами. При выборе данной продукции как правило обращаются к мировым стандартам:
Конструкция, размеры и технические характеристики цанговых зажимов регламентируются различными стандартами. При выборе данной продукции как правило обращаются к мировым стандартам:
- ISO (International Organization for Standardization)
- DIN (Deutsches Institut für Normung)
- JIS (Japanese Industrial Standards)
Цанги типа ER (DIN 6499, ISO 15488)Цанги ER являются самыми распространенными и широко применяются в станках фрезерной, сверлильной, расточной группы, а также в станках ЧПУ и обрабатывающих центрах.


Модель d,мм D,мм D1,мм D2,мм L,мм L1,мм L2,мм L3,мм Сжимаемость, мм ER8 ≥1,0~5,0
8 8,45 6,5 13,5 2,98 1,5 1,2 0,5 ER11 ≥1,0~7,0 11 11,5 9,5 18,0 3,8 2,5 2,0 0,5 ER16 ≥1,0~2,5 16 17 13,8 27,5 6,26 4,0 2,7 0,5 ≥2,5~10,0
16 17
13,8 27,5 6,26 4,0 2,7 1,0 ER20 ≥1,0~2,5 20 21 17,4 31,5 6,36 4,8 2,8 0,5 ≥2,5~13,0 20 21 17,4 31,5 6,36 4,8 2,8 1,0 ER25 ≥1,0~2,5 25 26 22,0 34,0 6,66 5,0 3,1 0,5 ≥2,5~16,0 25 26 22,0 34,0 6,66 5,0 3,1 1,0 ER32 ≥2,0~2,5 32 33 29,2 40,0 7,16 5,5 3,6 0,5 ≥2,5~20,0 32 33 29,2 40,0 7,16 5,5 3,6 1,0 ER40 ≥3,0~26,0 40 41 36,2 46,0 7,66 7,0 4,1 1,0 ER50 ≥6,0~10,0 50 52 46,0 60,0 12,6 8,5 5,5 1,0 ≥10,0~34,0 50 52 46,0 60,0 12,6 8,5 5,5 2,0 Конструктивно зажим ER представляет собой втулку в форме усеченного конуса с углом 8°, двумя зонами прижима и цилиндрическим пазом. Предназначен для фиксации инструмента с хвостовиком цилиндрической формы.
Цанговые зажимы ER представлены в двух вариациях точности:
- Стандартные, в которых отклонение концентричности составляет ≤0,015 мм
- Прецизионные или высокоточные, обладающие минимальным отклонением концентричности (≤0,010 мм).
В плане конструктивных особенностей возможны варианты: для подачи СОЖ (герметичные), для метчиков (ER-G).
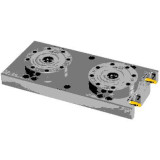
Цанги типа OZ (DIN 6388B, ISO 10897-B)
Цанга OZ конструктивно схожа с типом ER: представляет собой втулку в форме усеченного конуса, двумя зонами прижима и цилиндрическим пазом. Предназначены для фиксации инструмента с цилиндрическим хвостовиком.
")
")
Модель D,мм D1,мм d,мм L,мм L1,мм L2,мм L3,мм Сжимаемость,мм EOC / OZ16 22,65 25,5 2~16 40 5,5 1,2 9,5 0,1 EOC / OZ20 27,4 29,8 2~20 45 6 1,35 10 0,1 EOC / OZ25 32,9 35,05 2~25 52 6 1,4 10 0,1 EOC / OZ32
41,3 43,7 4~32 60 6 1,45 11 0,1 EOC / OZ40 49,7 52,2 6~40 68 6 1,45 12 0,1 EOC / OZ50 61,1 63,8 8~50 80 7 1,55 13 0,1
В отличие от типа ER цанги OZ имеют большую длину и меньший конусный угол, который составляет всего 2,5°. Благодаря этому данный тип отличается повышенной жесткостью самой конструкции и способен надежно фиксировать инструмент даже в условиях высокоскоростной обработки. Применяются данные цанги в станках фрезерной группы для обработки твердых материалов.Цанги типа SC (DIN6499B, ISO 15488)
Цанги SC (сокращение от Series «С») имеют многолетнюю историю и начали выпускаться еще в 1890 годах. Примечательно то, что с того времени конструктив данных зажимов не изменился даже вопреки произошедшему техническому прогрессу.


Модель D,мм d,мм L,мм Сжимаемость,мм SC16 16 4~12 45 0,1 SC20 20 4~16 50 0,1 SC22 22 4~16 55 0,1 SC25 25 4~20 60 0,1 SC32 32 4~25 65 0,1 SC40 40 6~32 80 0,1 SC42 42 6~32 80 0,1
Цанга SC конструктивно отличается от типов ER и OZ: представляет собой втулку цилиндрической формы со сквозным отверстием, с двумя зонами прижима и цилиндрической формой паза. Зажимы SC обладают повышенной жесткостью фиксации инструмента, устанавливаются в силовые цанговые патроны и применяются преимущественно для обработки в тяжелых условиях.
Быстросменные цанги GT (DIN371, DIN376, ISO, JIS)
Цанги GT предназначены для фиксации метчиков машинно-ручного типа и используются для нарезания резьбы в отверстиях глухого типа.
Область применения:
- Cверлильные станки
- Резьбонарезные манипуляторы


Модель L1,мм L2,мм L,мм D,мм D1,мм Ød,мм α,мм GT12 22,5 25 47,5 19 32 2,8~14 2,1~11 GT24 35
30,5 65,5 19 50 9~18 7~14 GT42 55,5 45 100,5 48 72 11~25 9~20
В сравнении с другими типами цанги GT обладают более сложной конструкцией и существенно отличаются принципом работы. В таких цангах используется специальный быстросменный механизм, который позволяет произвести оперативную замену инструмента с минимальными усилиями и временными затратами.Особенности:
- Быстрая замена метчика / цанги в патроне без использования дополнительных аксессуаров (гайки и ключа)
- В корпус цанги встроена специальная защитная муфта, которая предотвращает повреждение метчика в случае превышения крутящего момента, касания дна отверстия или затупления инструмента
- Возможность регулировки крутящего момента в соответствии типом обрабатываемого материала
 Существуют и другие типы цанговых зажимов, но в силу их специфичности и малой распространенности они не были рассмотрены выше.
Существуют и другие типы цанговых зажимов, но в силу их специфичности и малой распространенности они не были рассмотрены выше.
Подводя итог, отметим основные преимущества цанговых зажимов:
- Высокая точность установки и центрирования инструмента, которая достигается благодаря фиксации большой площади хвостовика инструмента
- Минимальные биение и вибрация инструмента во время рабочего процесса
- Многофункциональность: одна цанга может использоваться для работы различного инструмента.
- Широкий выбор различных конструкций для решения различных задач и выполнения операций
- Простой процесс установки и замены инструмента
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market). -
Гайки для цанг
Затяжная гайка используется совместно с цангой и предназначена для надежной фиксации различного инструмента в корпусе фрезерного патрона. В нашем каталоге представлены гайки различного типа (A, M, UM, OZ), которые используются для цанг ER8, ER11, ER16, ER20, ER25, ER32, ER40, EOC25/OZ25, EOC32/OZ32. -
Ключи гаечные
Ключи для фрезерных патронов предназначены для затягивания фиксирующих гаек и обеспечивают надежную фиксацию зажимной цанги в корпусе оправки. В нашем каталоге представлены ключи различного исполнения (A, M, UM, EOC/OZ, SK) для патронов с размерами ER8, ER11, ER20, ER25, ER32, ER40, EOC20/OZ20, EOC25/OZ25, EOC32/OZ32, SK6, SK10, SK16, SK20, SK25.
-
Фрезерные патроны
Фрезерные патроны в ассортименте по выгодным ценам
В этоv разделе вы сможете выбрать и недорого заказать фрезерный патрон интересующего вас типа. Наш интернет-магазин является дилером ряда известных брендов. Наши преимущества:
- надежная качественная продукция;
- разнообразие ассортимента;
- прямые поставки от производителей;
- наличие товаров на складе;
- оперативное выполнение заказа;
- профессиональные консультации;
- честные выгодные цены.
Назначение, конструкция и характеристики
Фрезерные патроны (оправки) обеспечивают фиксацию режущего инструмента и его центровку, а также передачу на него вращения от шпинделя станка. Одна сторона оправки предназначена для зажима инструмента, вторая для крепления к шпинделю.
В качестве простого примера можно привести сверлильный патрон, обеспечивающий зажим инструмента с цилиндрическим хвостовиком. Есть и другие типы оправок, отличающиеся конструкцией и областями применения. Мы предлагаем следующие варианты:
- BT;
- SK;
- NT;
- Конус Морзе MTA/MTB;
- Цилиндрический хвостовик;
- HSK.
Наибольшее распространение получили оправки с хвостовиком в форме конуса. К ним относятся конус Морзе, 7:24 / ISO (SK, BT, NT), современные конусы: HSK и PSK. Их главные достоинства:
- высокая точность центрирования инструмента;
- прочная надежная фиксация;
- легкая и быстрая смены оправки в станке.
Предлагаемая нашей компанией оснастка позволяет решать самые разные задачи. Вы можете приобрести расточной патрон для фрезерного станка, резьбонарезной, силовой и т.д. При выборе следует обязательно учитывать параметры шпинделя, тип и размер инструмента, необходимость подвода СОЖ и способ ее подачи.
Общие сведения
Любая операция по обработке изделия всегда предъявляет особые требования как к режущему инструменту, так и к системе его крепления. Надежность фиксации - один из главных факторов, непосредственно влияющих на производительность, качество обработки и срок службы инструмента. Именно поэтому вопрос правильного подбора оснастки является особенно важным на любом производстве.
Фрезерный патрон (оправка) - тип оснастки, использующийся для фиксации режущего инструмента и передачи на него крутящего момента от шпинделя станка. Устройство данного узла обеспечивает центрирование, надежную фиксацию инструмента в различных условиях обработки и скоростных режимах. Конструктивно патрон представляет собой втулку, одна сторона которой фиксируется в шпинделе станка, а другая предназначена для крепления режущего инструмента. В зависимости от типа оправки крепление инструмента может осуществляться как непосредственно в патрон (инструмент -> патрон), так и с применением цанговых зажимов (инструмент -> цанга -> патрон).
Ниже указаны основные элементы оправки на примере цангового патрона (BT-ER).
 1. Штревельный болт (штревель)
1. Штревельный болт (штревель)
2. Хвостовик (конус)
3. Канавка для захвата манипулятором
4. ГайкаСуществует большое количество типов патронов, существенно отличающихся конструктивно и областью применения. Возникает проблема: как подобрать нужное решение?
 При выборе патрона необходимо учитывать следующие факторы:
При выборе патрона необходимо учитывать следующие факторы:
- Тип шпинделя станка
Данная система крепления инструмента не обладает гибкостью, так как патрон устанавливается в шпинделе определенного типа. Пример: для шпинделя SK40 предназначены только фрезерные патроны SK40. По этой причине при выборе патрона важно оттолкнуться от технических характеристик шпинделя станка.
- Тип и размер инструмента
При подборе патрона необходимо учитывать тип и размеры устанавливаемого инструмента.
- Необходимость подвода СОЖ
При выборе патрона также необходимо учесть способ подачи смазочно-охлаждающей жидкости (СОЖ).
Фрезерный патрон состоит из двух частей, каждая из которых выполняет определенную функцию.
- Хвостовик (A) устанавливается в шпиндель станка. В данном случае размеры хвостовика полностью определяются типом шпинделя.
- Рабочая часть (B) предназначена для фиксации режущего инструмента. При выборе оправки нужно знать тип инструмента и его посадочный размер
Рассмотрим данные рекомендации на конкретном примере со следующими вводными:
1) Имеется фрезерный станок со шпинделем типа BT40
2) На данном оборудовании будет выполняться фрезерование твердосплавные монолитные фрезы диаметрами от 8 до 16 мм.
Во-первых, стоит оттолкнуться от шпинделя, конструкция которого определяют выбор хвостовика оправки. Пример: шпиндель станка под BT40 - значит нам нужен патрон с хвостовиком BT40.
Во-вторых, выбираем оптимальное решение по фиксации инструмента. В данном случае подойдет универсальное решение в виде зажима цангового типа размера ER25. Таким образом, мы пришли к выбору патрона BT40-ER25-100. В артикуле «100» означает вылет от шпинделя в мм. Вылет подбирается, исходя из типа оборудования и конкретной задачи обработки.Типы патронов
В зависимости от конструкций, описанных в различных национальных и международных стандартах, патроны делятся на несколько типов. В основе классификации лежит форма хвостовика.
- Конус Морзе (ISO 296, DIN 228, ГОСТ 25557)
- Конус 7:24 / ISO (SK, BT, NT)
- Современные конусы: HSK (ISO 12164-1 / DIN 69893 / ГОСТ Р и PSK (DIN 69893)
- Цилиндрический хвостовик «C» (DIN 6535 HA / ISO 3338 /ГОСТ
Оправки с хвостовиками в форме конуса наиболее распространены по нескольким причинам:
- Высокая точность центрирования инструмента
- Надежная фиксация
- Возможность быстрой смены оправки в станке
 В основе классификации патронов с конусным хвостовиком используется понятие конусности.
В основе классификации патронов с конусным хвостовиком используется понятие конусности.
Конусность - отношение разности большего и меньшего диаметра (D, d) усеченного конуса к его длине (L). Конусность обозначается как отношение двух чисел через двоеточие, например 1:20.1. Конус Морзе (ISO 296, DIN 228, ГОСТ 25557)
Это самый старый тип инструментальных конусов, разработанный в 1864 году инженером Стивеном Морзе. Благодаря простой конструкции и надежной фиксации инструмента конусы данного типа широко применяются и сегодня. В зависимости от стандартов для обозначения конусов Морзе используются различные аббревиатуры:
- КМ (конус Морзе)
- MT (Morse taper)
- MK (Morsekegel)
Область применения: универсальные фрезерные, сверлильные и токарные станки.
Патроны с конусом морзе используются преимущественно для выполнения сверления и фрезерования. В основе работы конуса морзе лежит процесс «самоторможения» или «самозаклинивания». Благодаря этому при установке конуса его стенки плотно прилегают к корпусу шпинделя и образуют неподвижное соединение, которое способно передавать крутящий момент на установленный режущий инструмент. С другой стороны такой способ установки делает невозможным быструю замену оправки, поэтому конусы Морзе не используются в станках ЧПУ.
Оправки данного типа обладают конусностью 1:19 ~ 1:20 и имеют 8 размеров, обозначающихся КМ0...КМ7 (MT0...MT7 / MK0...MK7). С развитием технологий и инструментальной оснастки существующих размеров стало недостаточно. В связи с этим были разработаны новые типоразмеры с конусностью ровно 1:20, получившие обозначение «метрические». Конструктивно они полностью идентичны конусам Морзе и отличаются только размерами. Для обозначения метрических конусов используется значение большего диаметра конуса.
* Отсутствует в ГОСТ 25577Тип конуса Обозначение Конусность D,мм d,мм
Метрический №4 1:20 4 2,9 №6 1:20 6 4,4
Морзе КМ 0 1:19,212 9,045 6,4 КМ 1 1:20,047 12,065 9,4 КМ 2 1:20,020 17,78 14,6 КМ 3
1:19,922
23,825 19,8
КМ 4 1:19,254 31,267 25,9 КМ 5 1:19,002
44,399 37,6 КМ 6 1:19,180 63,348 53,9 КМ 7* - - - Метрический №80 1:20 80 70,2 №100 1:20 100 88,4 №120 1:20
120 106,6 №160
1:20 160 143 №200 1:20 200 179,4 Инструментальные конусы Морзе производятся в 3 исполнениях: MTA (с лапкой) / MTB (с резьбовым отверстием) / B (укороченный).
")
")
Конус MTA используются для сверлильных операций. На конце хвостовика расположена специальная лапка, которая при установке в шпиндель размещается в специальном пазу. Таким образом, крутящий момент от шпинделя передается как через поверхность конуса, так и через лапку. Кроме этого лапка упрощает процесс демонтажа (выбивания) оправки из шпинделя станка с помощью выколотки.
Конус MTB отличается более жесткой фиксацией в шпинделе и применяется для выполнения фрезерных операций. Хвостовик конуса имеют резьбу и фиксируются в шпинделе при помощи специального болта.

Для выполнения некоторых операций стандартная длина конуса Морзе может быть избыточной. Был разработан отдельный тип с меньшей длиной. Укороченный конус «B» используется в сверлильных станках. При маркировке используется значение большего диаметра конуса (B7, B10, B16 и т.д).
Преимущества и недостатки инструментальных конусов Морзе
Преимущества:
- Широкая область применения: фрезерные, сверлильные и токарные станки
- Простое и надежное техническое решение для сверления и фрезерования на универсальных станках (без ЧПУ)
- Простой принцип работы: передача крутящего момента за счет силы трения по поверхности конуса
Недостатки:
- Большая длина патронов
- Отсутствие возможности автоматический замены оправки (не предназначены для станков ЧПУ)
- Сложный процесс демонтажа: самозакливающий конус требуется выбивать из шпинделя
- Существенные ограничения по частоте вращения: стандартно конусы Морзе балансируются на частоту не более 12 000 оборотов/минуту.
2. Конус 7:24 / ISO (SK, BT, NT)
Разработчики инструментальных конусов, получивших обобщенное название 7:24 или ISO, во многом отталкивались от особенностей конуса Морзе.")
Основными задачами при этом были:
- Разработка решения, применяемого в станках ЧПУ и обрабатывающих центрах
- Избавиться от недостатки конусов Морзе и улучшить технические показатели новой конструкции
При разработке особое внимание было уделено подводу смазочно-охлаждающей жидкости (СОЖ). В конструкции патронов ISO реализовано несколько типов подвода CОЖ, которые в стандарте получили обозначение A, B, AD, AD/B.
A
")
Без подачи СОЖ B
")
СОЖ подается через каналы, расположенные внутри фланца AD
")
СОЖ подается через центральное отверстие AD/B
")
СОЖ подается через центральное отверстия или фланец
Выделяют несколько стандартов оправок ISO. Несмотря на конструкционные отличия все они обладают конусностью 7:24. Рассмотрим их более детально.
2.1. Конус SK (DIN 69871, ISO 7388/1, ГОСТ исп.2)
 Конус SK используется преимущественно в станках европейских производителей и описан в различных стандартах (немецком DIN 69871, международном ISO 7388/1, российском ГОСТ исп.2). У некоторых производителей стандарт SK обозначается как DAT/AT.
Конус SK используется преимущественно в станках европейских производителей и описан в различных стандартах (немецком DIN 69871, международном ISO 7388/1, российском ГОСТ исп.2). У некоторых производителей стандарт SK обозначается как DAT/AT. В конструкцию фланца патрона добавлена специальная канавка для захвата манипулятором, производящим автоматическую смену инструмента. Поэтому патроны стандарта SK активно применяются в станках ЧПУ и обрабатывающих центрах.
Во фланце оправки вырезаны 2 паза (на всю ширину фланца), предназначенные для передачи крутящего момента. Фиксация в шпинделе производится при помощи штревельного болта.
2.2. Конус BT (MAS 403, JIS B 6339)
 При описании инструментальных конусов BT обращаются прежде всего к двум стандартам: MAS 403 и JIS B 6339. Конус стандарта BT применяется в азиатских станках и имеет ряд общих черт, ставящих его по сути в один ряд с конусами SK.
При описании инструментальных конусов BT обращаются прежде всего к двум стандартам: MAS 403 и JIS B 6339. Конус стандарта BT применяется в азиатских станках и имеет ряд общих черт, ставящих его по сути в один ряд с конусами SK.
Во фланце конуса BT так же есть специальная канавка для манипулятора, что позволяет производить автоматическую смену оправки в процессе работы на станках ЧПУ. Передача крутящего момента производится через два паза, размещенных на фланце патрона. Для фиксации конуса в шпинделе используется штревельный болт.
В отличие от SK конус BT имеет более широкий фланец, в котором верхнее кольцо визуально больше нижнего. Отличается и форма пазов для передачи крутящего момента: в конусе BT они вырезаны не на всю ширину фланца.2.3. Конус NT (DIN 2080, ISO 7388/1, ГОСТ исп.1)
 Конструкция конуса NT существенно отличается от рассмотренных выше стандартов (SK, BT) и описана в нескольких стандартах: немецком DIN 2080, международном ISO 7388/1, российском ГОСТ исп.1.
Конструкция конуса NT существенно отличается от рассмотренных выше стандартов (SK, BT) и описана в нескольких стандартах: немецком DIN 2080, международном ISO 7388/1, российском ГОСТ исп.1.
Конструкция фланца оправки NT не имеет канавки для манипулятора, поэтому данный патрон применяется только в универсальных станках с ручной сменой инструмента. В конусе NT хвостовик имеет цилиндрическую часть, которая принимает участие непосредственно в фиксации патрона в шпинделе.
В зависимости от исполнения конца хвостовика фиксация в шпинделе может осуществлять одним из трех способов:
- При помощи штревельного болта (то есть аналогично конусам SK и BT)
- При помощи специальных пазов на конце хвостовика
- При помощи штревельного болта и пазов на конце хвостовика
Конусы ISO позволили решить важную задачу - использование оправки на станках ЧПУ (стандарт SK и BT). В сравнении с конусами Морзе существенно были увеличены скоростные показатели: в настоящее время патроны ISO ориентированы на скорость вращения не более 25 000 об/мин. Но несмотря на это патроны ISO остаются довольно тяжелыми, что ограничивает их применение на высокоскоростных режимах обработки.В таблице, приведенной ниже, обобщены и представлены основные сходства и различия стандартов 7:24/ISO.
Параметры / Стандарты ISO
SK BT NT 


Конусность 7:24 Частота вращения 25 000 об/мин Способ передачи крутящего момента
2 паза на фланце Наличие канавки для манипулятора
+ - Возможность автоматической замены (ЧПУ) + - Форма паза 


Форма хвостовика Конус Конус + цилиндр Способ фиксации в шпинделе Штревельный болт 1.Штревельный болт
2.Пазы на хвостовике
3.Штревельный болт + пазы3. Современные конусы: HSK и PSK (Capto)
Современные конусы - обобщенное название ряда стандартов, разработанных в последние десятилетия. По своей сути данные стандарты являются передовыми разработками, при создании которых были учтены недостатки и преимущества предшествующих инструментальных конусов.3.1. HSK (DIN 69893, ISO 12164/1, ГОСТ Р ИСО 12164)
HSK (нем. Hohl Shaft Kegel / полый конический хвостовик) - инструментальный конус, который активно используется в многофункциональных станках ЧПУ и обрабатывающих центрах. Данный тип патрона описан в нескольких стандартах: немецком DIN 69893, международном ISO 12164/1, российском ГОСТ Р ИСО 12164. Значение конусности составляет 1:10.")
")
HSK обладает рядом особенностей:
- Автоматическая смена патрона в станках ЧПУ и обрабатывающих центрах
- Малый вес конструкции, позволяющий выполнять обработку на высокоскоростных режимах (40000~50000 об/мин)
- Малые габаритные размеры
- Высокая точность повторяемости при смене инструментов
- Возможность установки токарного резца (державки) при использовании специального переходника (расточные системы)
- При установке оправки в шпиндель HSK не требуется штревельный болт
В стандарте DIN 69893 описаны несколько типов конструкций HSK, каждая из которых имеет свои особенности и рекомендации по применению. Данную информацию нужно обязательно учитывать при выборе оправки HSK.
Форма Схема Описание A(T)
")
- Применяется в станках ЧПУ и обрабатывающих центрах с автоматической заменой инструмента
- Патрон предназначен для низкоскоростных режимов обработки
- Подвод СОЖ осуществляется через центральное отверстие
- Крутящий момент передается через два паза, расположенных на конце хвостовика (конуса)
- В конструкции фланца размещены пазы для фиксации патрона в магазине станка и позиционирования
- Форма Т предназначена для фиксации токарного инструмента и не имеет конструктивных отличий от формы А
B ")
- Применяется в токарных и фрезерных станках ЧПУ и обрабатывающих центрах с автоматической заменой инструмента
- HSK-B используется в операциях, требующих больших сил резания
- Патрон предназначен для низкоскоростных режимов обработки
- Подвод СОЖ осуществляется через центральное отверстие или фланец
- Крутящий момент передается через два паза, расположенных на конце хвостовика (конуса)
- В конструкции фланца размещены пазы для фиксации патрона в магазине станка и позиционирования
C
")
- Применяется в шпинделях на автоматических линиях, станках с ручной сменой инструмента, а также в качестве переходника в различных системах модульного типа
- Патрон предназначен для низкоскоростных режимов обработки
- Подвод СОЖ осуществляется через центральное отверстие
- Крутящий момент передается через два паза, расположенных на конце хвостовика (конуса)
D
")
- Применяется на станках с ручной сменой инструмента, требующего повышенной жесткости
- Патрон предназначен для низкоскоростных режимов обработки
- Подвод СОЖ осуществляется через центральное отверстие или фланец
- Крутящий момент передается через два паза, расположенных на конце хвостовика (конуса)
E ")
- Применяется в станках ЧПУ и обрабатывающих центрах с автоматической заменой инструмента
- Патрон предназначен для высокоскоростных режимов обработки
- Подвод СОЖ осуществляется через центральное отверстие
- Симметричная конструкция, без пазов (для устранения биения
- Передача крутящего момента осуществляется за счет трения между контактными поверхностями
F ")
- Применяется в станках ЧПУ и обрабатывающих центрах с автоматической заменой инструмента
- В отличие от HSK-E имеет увеличенную опорную поверхность
- Патрон предназначен для высокоскоростных режимов обработки
- Подвод СОЖ осуществляется через центральное отверстие
- Симметричная конструкция, без пазов (для устранения биения)
- Передача крутящего момента осуществляется за счет трения между контактными поверхностями
 Для обозначения патронов HSK используется значение диаметра фланца.
Для обозначения патронов HSK используется значение диаметра фланца.
Например, HSK63A-ER16-100:
- HSK: стандарт конуса
- 63: диаметр фланца в мм (D)
- А: тип формы (конструкция)
- ER16: размер устанавливаемой цанги
- 100: вылет от шпинделя в мм (L)
3.2. Конус Capto или PSK (ISO 26623/1)
Конус Capto или PSK (полигональный инструментальный конус) был разработан шведской компанией «Sandvik Coromant» в 1990 году, а в 2008 году был официально закреплен в международном стандарте ISO 26623/1. Патроны данного типа применяются в многоцелевых станках, токарных и обрабатывающих центрах.")

Значение конусности cтандарта PSK составляет 1:19~1:20, то есть такое же как у конуса Морзе. В сравнении с другими стандартами PSK действительно обеспечивает самую высокую точность позиционирования, которая достигается благодаря особой формы сечения - полигона (треугольник, имеющий скругленные углы и выгнутые стороны). Передача крутящего момента осуществляется через полигональный конус.
По аналогии с HSK при обозначении конусов PSK используется значение диаметра фланца.
")
")
Маркировка
D,мм D1,мм D2,мм D3,мм L1,мм L2,мм a,мм B,мм R,мм С3 32 22 15 M12x1,5 15 19 2,5 9 3 С4 40 28 18 M14x1,5 20 24 2,5 11 3 С5 50 35 21 M16x1,5 20 30 3 14 4 С6 63 44 28 M20x2,0 22
38 3 18 5 С8 80 55 32 M20x2,0 30 48 3 22,2 6 С10 100 72 43 M24x2,0 32 60 3 29,2 6
По сути конус PSK является улучшенным аналогом HSK и часто позиционируется как решение «премиум». В сравнении с HSK патроны Capto имеют более сложную конструкцию и форму сечения, поэтому их производство стоит существенно дороже. Отсюда вытекает один из главных недостатков данной оснастки - высокая стоимость для конечного потребителя.
4. Цилиндрический хвостовик «C» (DIN 6535 HA / ISO 3338 /ГОСТ


Оправки «С» (с цилиндрическим хвостовиком) представляют собой переходник-удлинитель, который устанавливается в цанговый патрон большего размера. Данный тип оправки используется в фрезерных, сверлильных, а также в токарных станках (устанавливается в держатель осевого инструмента).
Хвостовики патронов «C» производятся в двух исполнениях:
- Без лыски. Данная конструкция является самой распространенной и устанавливается в патроны для цилиндрического инструмента.
- С лыской. Конструкция с лыской предназначена для установки в патроны Weldon, в которых фиксация инструмента производится при помощи специальных винтов.
Хвостовик без лыски является самым распространенным и устанавливается в патроны для цилиндрического инструмента.
Конструкция с лыской предназначена для установки в патроны Weldon, в которых фиксация инструмента производится при помощи специальных винтов. Хвостовик без лыски
Хвостовик без лыски  Хвостовик с лыской
Хвостовик с лыской ") Патрон Weldon
Патрон Weldon
")
Для номенклатурного обозначения патронов «С» используют значение диаметра (d) и длины хвостовика (L).
Рассмотрим на примере артикула C20-ER16-070:
- С: стандарт патрона
- 20: диаметр хвостовика в мм (d)
- ER16: размер устанавливаемой цанги
- 070: длина хвостовика в мм (L)
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market) -
Штревели
Штревели для фрезерных станков
Не упустите отличную возможность выгодно купить штревель для фрезерного станка! Наш интернет-магазин является дилером ряда известных мировых производителей. Наши преимущества:
- поставляем надежную оригинальную продукцию;
- предлагаем десятки моделей штревельных болтов;
- гарантируем наличие товаров на складе;
- обеспечиваем оперативное выполнение заказа;
- у нас честные выгодные цены.
Работа с нами позволит вам приобрести надежные штревельные болты ZEGYO, удачно сочетающие высокие характеристики с доступной ценой. Представленный ассортимент позволяет закрыть подавляющее большинство потребностей, доступны бесплатные профессиональные консультации.
Штревельные болты – назначение, характеристики, ассортимент
Штревельный болт (штревель) - элемент станочной оснастки, предназначенный для фиксации хвостовика патрона в шпинделе станка. Несмотря на малые габаритные размеры и простой конструктив данный аксессуар очень важен и незаменим для любого процесса обработки изделия. Неправильно подобранный или установленный штревель в лучшем случае приведет к нарушению центрирования режущего инструмента и снижению качества обработки, а в худшем может послужить причиной повреждения оправки или узла станка. Таким образом, штревельный болт стоимостью несколько сотен рублей может стать причиной довольно крупных финансовых расходов и даже остановки производства. Чтобы избежать подобной ситуации, ниже мы рассмотрим устройство, принцип работы штревельного болта, а также дадим рекомендации для правильного подбора данной оснастки.
Конструкция
Штревель имеет довольно простую конструкцию, в которой визуально можно выделить 3 элемента:
 1. Резьба используется для установки (вкручивание) болта в хвостовик патрона
1. Резьба используется для установки (вкручивание) болта в хвостовик патрона
2. Гайка предназначена для контрольного затягивания и жесткой фиксации штревеля в хвостовике оправки
3. Шляпка служит для захвата тяговым стержнем шпинделя станка
Штревельные болты изготавливаются в разных конструкционных исполнениях или формах. Выделяют 3 формы:
- Форма А - с отверстием для смазочно-охлаждающей жидкости (СОЖ)
- Форма B - без отверстия для СОЖ
- Форма С - с выборкой в торце для электронного чипа
") Форма А
Форма А ") Форма B
Форма B ") Форма С
Форма С
Штревельные болты формы С применяются крайне редко, поэтому в данной статье подробно рассматриваться не будут.

В конструкциях штревелей, использующихся в патронах с подачей СОЖ, дополнительно над резьбовой частью болта устанавливается резиновое кольцо. Уплотнительное кольцо выполняет 2 функции:
- обеспечивает дополнительную герметичность и предотвращает выход СОЖ из зоны фиксации
- уменьшает потери давления при подаче СОЖ
Некоторые производители намеренно уходят от стандартных конструкций (стандарты DIN, ISO, BT, CAT) и производят индивидуальные штревели, которые совместимы только со станками собственного производства (Mazak, Mori Seiki). Поэтому перед выбором штревельных болтов рекомендуется ознакомиться с рекомендациями производителя используемого станка.Принцип работы
Хвостовик фрезерных патронов ISO с конусностью 7:24 (BT, SK, NT) имеет резьбу для установки штревельного болта. Штревель вкручивается и дополнительно затягивается ключом для жесткой фиксации.


Для каждого типа (BT, SK, NT) и размера хвостовика (30, 40, 50) всегда используется индивидуальный штревельный болт.
Например: для патрона с хвостовиком BT30 используется исключительно штревельный болт BT30. Установка штревеля другого типа или размера недопустима.
После фиксации штревельного болта (2) в хвостовике (3) фрезерный патрон устанавливается в шпиндель станка. Специальный тяговый стержень (1) захватывает шляпку штревеля и перемещается вверх, втягивая при этом патрон в корпус штревеля.

Подбор штревельного болта
1. При выборе необходимо учитывать рекомендации производителя станочного оборудования, которое вы используете. Нужно помнить, что некоторые производители используют штревели особой конструкции, которые имеют узкую область применения (штревели Mazak > станки Mazak).
2. Определяем тип (BT, SK, NT) и размер (30, 40, 50) хвостовика используемого фрезерного патрона и подбираем подходящий под него штревель (BT30, SK40, NT50 и т.д).
3. Исходя из типа подачи СОЖ, необходимо выбрать штревельный болт нужного исполнения (формы). В этом вопросе стоит опять же отталкиваться от конструкции фрезерного патрона и типа подачи СОЖ.
Штревельный болт Фрезерный патрон Форма Конструкция Описание Уплотнительное кольцо Тип подачи СОЖ Конструкция Описание B
Без отверстия для СОЖ - A
Без подачи СОЖ B
СОЖ подается через каналы, расположенные внутри фланца A C отверстием для СОЖ + AD
СОЖ подается через центральное отверстие AD/B
СОЖ подается через центральное отверстия или фланец
В таблице представлены рекомендации по использованию штревельных болтов в соответствии с конструкцией патрона и типом подачи СОЖ. Важно отметить, что в данном случае допустимы и другие варианты применения при необходимости. Рассмотрим простой пример: в наличии патрон SK40 с подачей СОЖ типа AD/B (через центральное отверстие или фланец), при этом необходима подача СОЖ только через фланец. Для этого достаточно установить штревель SK40 формы B (без отверстия) с уплотнительным кольцом.
В нашем каталоге вы найдете штревельные болты бренда Zegyo, соответствующих стандартам MAS (BT), DIN 69872 (SK), ANSI/ASME B5.50 (CAT). Штревели Zegyo производятся с применением высокоточной обработки и обеспечивают жесткую фиксацию фрезерного патрона в шпинделе станка. Поставки на наш склад осуществляются напрямую от производителя, что позволяет предложить вам оснастку и аксессуары к ней по привлекательным ценам.
Качественная продукция на выгодных условиях
Наш интернет-магазин специализируется на поставках инструментов и оснастки для станков с ЧПУ. У нас можно недорого купить штревель для фрезерного станка, мы гарантируем оперативное выполнение заказа. Используя предлагаемую оснастку, вы сможете значительно повысить эффективность и конкурентоспособность вашего производства.
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market). -
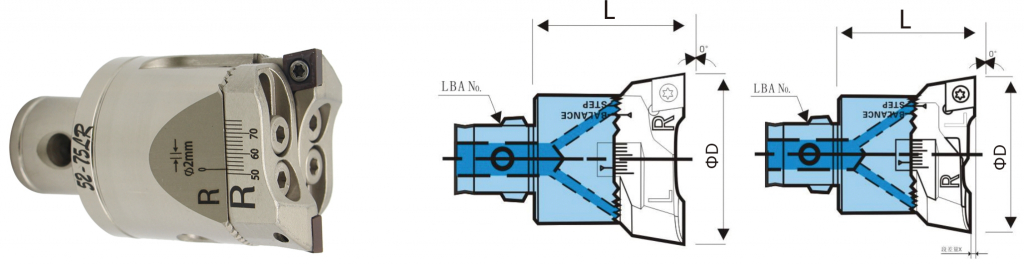
Приспособления для оправок
Приспособления (подставки) под фрезерные патроны используются для быстрой смены режущего инструмента и штревельного болта. В нашем каталоге вы найдете приспособления, предназначенные для фиксации фрезерных патронов с хвостовиками BT30, BT40, BT50, SK30, SK40,SK50, HSK100A и HSK63A. Конструкция представленных моделей позволяет устанавливать фрезерный патрон как в вертикальной, так и горизонтальной плоскости. -
Тиски станочные
Надежные станочные тиски по выгодным ценам
Сотрудничество с нашей компанией позволит вам выгодно купить фрезерные станочные тиски различных моделей. Наш интернет-магазин предоставляет надежную качественную продукцию. Наши преимущества:
- дилеры многих брендов;
- прямые поставки от производителей;
- наличие предлагаемой оснастки на складе;
- оперативное выполнение заказа;
- консультации, помощь в подборе продукции;
- честные выгодные цены.
Станочные тиски для фрезерных станков – назначение и ассортимент
Предлагаемая оснастка обеспечивает прочную фиксацию и точное позиционирование обрабатываемых деталей и заготовок. Вашему вниманию представлена продукция четырех известных мировых брендов:
- Zegyo (Китай);
- Homge (Тайвань);
- Chandox (Тайвань);
- Legao (Китай).
Мы хорошо знаем рынок, поэтому выбор данных компаний далеко не случаен. Их продукция отличается проверенным качеством, современными техническими решениями, разнообразием моделей и доступной ценой.
У нас можно купить станочные тиски для различного металлообрабатывающего оборудования, включая станки с ЧПУ и многофункциональные обрабатывающие центры. Все разнообразие предлагаемых моделей делится на три вида:
- стационарные – обеспечивают фиксацию заготовки точно под углом 90° к основанию тисков. Самый простой и распространенный вариант. Возможно использование поворотного основания;
- синусные – позволяют изменять угол положения заготовки, что расширяет возможности обработки деталей. Угол обычно составляет 45-50° и точно выставляется с помощью калиброванных роликов;
- многоосевые (глобусные) – представляют собой улучшенный вариант синусных. Могут быть двух- и трехосевыми, обеспечивают быстрое и точное изменение положения заготовки.
Наиболее функциональными являются многоосевые станочные поворотные тиски. Также в последние годы все большим спросом пользуются модульные прецизионные модели, их главная особенность – возможность настройки под конкретные задачи путем демонтажа или добавления необходимых элементов.
Подбор модели
При выборе конкретной модели необходимо учитывать несколько основных факторов:
- назначение – есть многофункциональные тиски и узкоспециальные (фрезерование, растачивание, шлифование и пр.);
- тип зажимного механизма – для мелкосерийного производства подойдет механика, при крупносерийном лучше выбрать гидравлику или пневматику;
- расположение заготовки – определяет выбор типа тисков (стационарные, синусные и пр.);
- соответствие характеристик тисков решаемым задачам.
В последнем случае речь идет о размере губок, их максимальном ходе и габаритной длине. Например, популярны станочные тиски 250 мм (ширина губок). Также могут использоваться модели на 100, 150, 200, 320 мм и пр.
Предлагаемый нашей компанией ассортимент позволяет закрыть подавляющее большинство запросов. При необходимости вы всегда можете воспользоваться бесплатной консультацией наших специалистов.
1. Общие сведения
2. Классификация тисков
3. Тиски станочные
4. Подбор модели1. Общие сведения
Тиски - вид универсальной оснастки, который обеспечивает неподвижную фиксацию заготовки (детали) в определенном положении для последующей обработки или проведения измерительных работ. Тиски применяются на самых разных производствах: от домашней мастерской до завода с крупносерийный выпуском продукции. Популярность и распространенность данного вида оснастки обусловлена несколькими особенностями:
 1. Универсальность
1. УниверсальностьТиски используются для зажима деталей различных размеров, форм и материалов. Размеры устанавливаемой заготовки, имеют ограничения и напрямую зависят от технических характеристик конкретной модели.
2. Надежность и долговечность
Большинство моделей тисков имеют монолитную конструкцию (общее основание), которая отличается повышенной износостойкостью и минимальным количеством составляющих элементов. В такой конструкции по сути нечему ломаться, что положительно отражается на сроке эксплуатации оснастки.
3. Простота использования
Конструкция тисков не требуют регулярного обслуживания и имеет простой принцип работы: деталь зажимается двумя площадками (губками), при помощи приводного механизма.
4. Жесткость фиксации
Зажим детали тисками - механический процесс, обеспечивающий неподвижную фиксацию заготовки в нужном положении. При этом со стороны оператора требуются минимальные физические усилия для работы приводного механизма.
Рассмотрим стандартную конструкцию тисков, ее основные элементы и их назначение. Стоит отметить, что в зависимости от модели конструкции тисков могут отличаться. Описанные ниже элементы универсальны и встречаются во всех моделях в том или ином конструктивном исполнении. 1) основание; 2) прижимные губки; 3) рычаг приводного механизма
1) основание; 2) прижимные губки; 3) рычаг приводного механизма
Основание (1) является базой для установки всех остальных элементов, включая приводной механизм, а также служит для фиксации на рабочем столе.
Правая и левая губки (2) максимально плотно прилегают к поверхностью детали и обеспечивают ее неподвижную фиксацию. Наиболее распространен конструктив с одной подвижной губкой, при этом другая (фиксированная) губка является частью основания.
Прижимные губки могут быть съемными и монолитными. Съемные губки позволяют при необходимости оперативно произвести их замену. Некоторые модели тисков предусматривают несколько вариантов установки губок, что позволяет перенастраивать тиски и фиксировать детали различной формы, размеров. Гладкие и рифленые губки для тисков Zegyo серии GT
Гладкие и рифленые губки для тисков Zegyo серии GT Форм-факторы и варианты установки губок для тисков Homge серии HPAC
Форм-факторы и варианты установки губок для тисков Homge серии HPAC Пазы на монолитной губке
Пазы на монолитной губке
Рабочая поверхность губок может иметь различную форму. Гладкие губки позволяют избежать повреждение детали из материалов, подверженных деформации. Рифленая форма обеспечивает дополнительное сцепление с поверхностью заготовки и соответственно ее жесткую фиксацию. На губки могут наноситься направляющие пазы, которые служат для точного крепления различных деталей цилиндрической формы в вертикальной и горизонтальной плоскости.
Рычаг привода (3) являются частью винтового механизма и приводит в движение губку тисков для установки или демонтажа детали.2. Классификация тисков
Для классификации тисков используют несколько критериев, на основании которых все тиски объединяются в определенные типы. Рассмотрим их более детально.
2.1. Типы тисков по назначениюОсновная функция всех тисков - фиксация заготовки (детали) для выполнения обработки или определенных работ, имеющих свои особенности и специфику. Именно этой специфике и должны соответствовать используемые тиски. Простой пример: тиски для слесарных работ не подойдут для металлообработки на станке ЧПУ. По назначению выделяют следующие типы тисков:
- Столярные
- Слесарные
- Граверные (трубные)
- Станочные (машинные)*
* Станочные тиски будут рассмотрены более подробно ниже. Перечисленные типы тисков являются основными, но далеко не единственными. Мы намеренно не выделяем тиски цепные, ручные, шрабкугели (ювелирные), так как они имеют крайне узкую специализацию.
Перечисленные типы тисков являются основными, но далеко не единственными. Мы намеренно не выделяем тиски цепные, ручные, шрабкугели (ювелирные), так как они имеют крайне узкую специализацию.
2.2. Виды тисков по типу приводного механизма
Во всех тисках без исключения используется приводной механизм, который отвечает за перемещение губки(-ок) и зажим детали. В каждой модели используется один из 3 видов приводов: механический, гидравлический, пневматический. Механизм зажима является основным и наиболее сложным компонентом любой модели, поэтому существенно влияет на конечную стоимость оснастки. Механические тиски
Механические тиски
В основе его работы механического привода использование физической силы, производимой винтовым (на изображении), эксцентриковым, быстрозажимным механизмом. Механические тиски являются самыми распространенными и востребованными сразу по нескольким причинам:
- Простая конструкция, не имеющая сложных узлов и деталей
- Универсальное решение, подходящее для выполнения различных работ
- Низкая стоимость в сравнении с пневматическими и гидравлическими тисками
- Тиски с быстроразъемным или быстрозажимным механизмом позволяют ускорить установку и демонтаж детали, увеличив тем самым производительность рабочего процесса
 Гидравлические тиски
Гидравлические тиски
Прижимные губки приводятся в движении давлением, создаваемом встроенной гидравлической
системой тисков. Выделяют 2 вида гидравлических тисков:
- Со встроенным приводом: конструкция имеет рычаг, который используется для создания давления. Аналогичный принцип работы имеет автомобильный домкрат.
- С внешним (подключаемым) приводом: для работы требуется подключение гидравлического насоса.

Пневматические тиски
Обладают самой высокой производительностью и осуществляют зажим детали в течение нескольких секунд без использования физической силы со стороны оператора. Внутри таких тисков расположены герметичные камеры с клапанами, которые накачиваются воздухом при помощи подключаемого воздушного компрессора. К преимуществам пневматических тисков относят:
- высокую скорость зажима, достигающую на некоторых моделях 2-3 секунды и лучшую производительность (в сравнении с механическими и гидравлическими тисками)
- большое зажимное усилие заготовки, увеличивающее качество и точность конечного изделия
К недостаткам относится сложность устройства и его обслуживания, полная энергозависимость (требуется подключение компрессора), высокая стоимость.3. Тиски станочные
 Станочные (машинные) тиски - оснастка, используемая в профессиональной металлообработке, предназначенная для установки на рабочий стол станка (включая ЧПУ) или многофункционального обрабатывающего центра. Беря во внимание специфику обработки, к эксплуатации станочных тисков предъявляются повышенные требования.
Станочные (машинные) тиски - оснастка, используемая в профессиональной металлообработке, предназначенная для установки на рабочий стол станка (включая ЧПУ) или многофункционального обрабатывающего центра. Беря во внимание специфику обработки, к эксплуатации станочных тисков предъявляются повышенные требования.
- Во-первых, тиски должны обеспечивать максимально жесткую фиксацию заготовки в условиях воздействия больших сил резания на высоких скоростях. По этой причине машинные тиски обладают большим усилием зажима (например: в модели тисков Zegyo GT-300 сила зажима составляет 12000 кг).
- Во-вторых, плоскости тисков должны обладать высокой перпендикулярностью и параллельностью сторон. Это условие необходимо прежде всего для изготовления высокоточных изделий. Поэтому некоторые модели имеют соответствующее обозначение - "прецизионные тиски".
- В-третьих, машинные тиски должны обладать широкими функциональными возможностями, которые позволят сократить время обработки и оптимизировать рабочие процессы. Это условие очень важно прежде всего для производств с крупносерийным продукции. Например: прецизионные тиски Zegyo GT-125 могут быть дооснащены поворотной платформой GT125-SWB, которая позволяет вращать их на 360°.
По способу расположения заготовки все станочные тиски можно подразделяются на 3 типа:
1. Стационарные. Заготовка фиксируется строго под углом 90° относительно основания тисков. Тиски данной конструкции являются самыми распространенными и позволяют решить большинство стандартных задач по металлообработке изделия (фрезерование, сверление, шлифование, растачивание и др). Дополнительно стационарные тиски оснащаются поворотным основанием, что расширяет их функциональные возможности и ускоряет процесс производства. Но для обработки под углом использование стационарных тисков является затруднительным, а при отсутствии поворотного стола полностью невозможным. Для решения этой проблемы были разработаны тиски специальных конструкций - синусные и многоосевые.
2. Синусные. Конструкция тисков позволяет изменять угол положение заготовки. Значение угла наклона зависит от исполнения конкретной модели, но чаще всего находится в диапазоне 45...50°. Угол устанавливается с высокой точностью при помощи калиброванных роликов, перемещаемых по регулировочной дуге.
3. Многоосевые или глобусные. По сути это улучшенная конструкция синусных тисков, которая позволяет не только проводить обработку детали под углом, но и быстро менять ее положение без повторного зажима губками. Глобусные тиски изготавливаются в исполнениях: двухосевом (регулировка вверх/вниз, поворот вправо/влево) и трехосевом (регулировка вверх/вниз, поворот вправо/влево, наклон вправо/влево). На корпус глобусных тисков наносится градуировка, которая предназначена для контроля и выполнения высокоточной обработки.
 Стационарные самоцентрирующиеся тиски Homge SC-I-4
Стационарные самоцентрирующиеся тиски Homge SC-I-4 Синусные тиски
Синусные тиски Глобусные (двухосевые) тиски Homge UV-120
Глобусные (двухосевые) тиски Homge UV-120
Далее мы рассмотрим несколько популярных конструкций тисков на примерах конкретных моделей.
Модульные прецизионные тиски Zegyo серии ZQ83
Современные производители все чаще отдают предпочтение разработке и производству станочных тисков модульного типа. Модульная конструкция обладает гибкостью и позволяет производить переналадку тисков путем демонтажа или установки дополнительных элементов (блоков). По сути это конструктор, из которого собираются тиски нужной конфигурации.
В качестве примера рассмотрим серию модульных тисков Zegyo ZQ83. Данные тиски обладают высокими показателями точности (параллельность - 0,005 мм/100 мм; перпендикулярность - 0,005 мм) и относятся к прецизионному классу. Используются при высокоточной обработке на станках с ЧПУ и обрабатывающих центрах.
 1) основание; 2) подвижные блоки; 3) стационарный блок; 4) сменные губки
1) основание; 2) подвижные блоки; 3) стационарный блок; 4) сменные губки Варианты переналадки тисков ZQ83
Варианты переналадки тисков ZQ83
Особенность тисков ZQ83 - возможность одновременной фиксации двух заготовок одного или разного размера. Эта возможность реализована благодаря использованию трех блоков: двум подвижным и одному стационарному (неподвижному). Блоки перемещаются по направляющим основания, легко демонтируются или переустанавливаются в нужной последовательности. Губки являются сменными и также могут быть заменены при необходимости, в базовой комплектации поставляются губки рифленой формы.
Преимущества тисков серии ZQ83:
- высокая точность фиксации, позволяющая производить обработку на прецизионном станочном оборудовании
- возможность быстрой переналадки тисков в соответствии с решаемой задачей
- простая конструкция, не имеющая сложных механизмов и деталейЛекальные прецизионные тиски Zegyo серии QGG и QKG
Лекальные тиски - тип зажимной оснастки, который применяется для выполнения различных операций, требующих высокоточного базирования детали. Чаще всего используются для фрезерования, шлифования и выполнения контрольно-измерительных работ. Особенностью лекальных тисков является точность изготовления элементов и высокая параллельность всех плоскостей, позволяющая при фиксации на магнитной плите менять положение заготовки без ее повторного зажима (поворачиваются только тиски).
 Серия QGG
Серия QGG Серия QKG
Серия QKG Варианты положения заготовки (QKG)
Варианты положения заготовки (QKG)
Линейки лекальных тисков Zegyo QGG и QKG относятся к прецизионному классу (параллельность - 0,005 мм/100 мм; перпендикулярность - 0,005 мм), изготовлены из высокачественной легированной стали с закалкой до твердости 58-62 HRC. На подвижной губке вертикально и горизонтально нанесены направляющие пазы, предназначенные для точного базирование деталей цилиндрической формы.
Основное отличие двух серий заключается в типе прижимного механизма: в тисках QGG используется классический винтовой, в QKG - быстрозажимной. Подвижная губка в тисках QKG свободно перемещается по направляющим, при контакте с поверхностью заготовки специальным ключом производится ее жесткая фиксация. Такой механизм позволяет быстро производить замену детали или ее положения, поэтому часто тиски такой конструкции называются "быстропереналаживаемыми".
Преимущества тисков серии QGG, QKG:
- высокое качество изготовления
- полноценное решение для прецизионной обработки и проведения контрольно-измерительных работ
- малые габаритные размеры (минимальная габаритная длина в серии: 140 мм (модель QKG-50)
- возможность кантования детали благодаря параллельности всех плоскостей
Cамоцентрирующиеся патроны Chandox серии NBK
Крупные производители станочных тисков ведут постоянную работу по разработке, внедрению новых моделей и решений. Одним из таких производителей является тайваньская компания Chandox, разработавшая серию патронов NBK. При разработке новой линейки инженеры ушли от классической конструкции тисков и взяли за основу самоцентрирующийся кулачковый патрон. В итоге получилось нестандартное решение для полноценной металлообработки изделий.
Патрон Chandox серии NBK")

Патроны NBK используются для зажима заготовок со сложным профилем или круглой, цилиндрическиой формы, устанавливается на рабочие столы фрезерных станков или обрабатывающих центров с ЧПУ. Фиксация детали осуществляется при помощи трехкулачкового самоцентрирующего механизма по наружному или внутреннему диаметру. Конструкция имеет сквозное отверстие, что позволяет устанавливать заготовки большой длины.
Преимущества патронов серии NBK:
- оптимальное решение для фрезерования цилиндрических, круглых заготовок и деталей со сложным профилем
- равномерное распределение зажимного усилия трехкулачковым самозажимным механизмом
- эргономичное устройство: зажим приводится в действие рычагом в одной трех точек, расположенных на окружности патрона под углом 30°
4. Подбор модели
На российском рынке оснастки представлено огромное количество различных моделей машинных тисков. При этом стоимость аналогичных тисков у разных производителей может отличаться в разы. Как правило, подбор тисков связан не только с аспектами технического плана, но и с экономикой: как купить качественную оснастку и не переплатить за ненужный функционал или бренд? Мы рекомендуем придерживаться нескольких простых правил, которые помогут вам в этом.
1. Определить основное назначение
Большинство станочных тисков универсальны и применяются для большого перечня операций (фрезерование, шлифование, растачивание и др.). Но есть модели тисков, которые ориентированы только на конкретный тип обработки (многоосевые тиски). При выборе тисков важно определить для каких именно работ они будут использоваться, это в свою очередь позволит существенно уменьшить диапазон вашего поиска.
2. Определить необходимый тип зажимного механизма
Важный аспект, от выбора которого напрямую зависит класс тисков и их стоимость. Что выбрать: механические, гидравлические или пневматические тиски? Необходимо исходить из реальных производственных потребностей и планов на будущее. Если у вас мелкосерийное производство, то скорее всего ваши потребности полностью закроет один из вариантов механических тисков (винтовые, эксцентриковые, быстроразъемные, быстрозажимные). Обратная ситуация: при крупносерийном производстве с повышенными требованиями к производительности рекомендуется использовать тиски гидравлического или пневматического типа.
3. Определить расположение заготовки при обработке
Расположение заготовки относительно режущего инструмента непосредственно влияет на выбор той или иной конструкции тисков. Стационарные тиски являются универсальным решением и подойдут для выполнения различных обрабатывающих операций. Синусные и глобусные тиски - специфичные конструкции, которые в определенных ситуациях являются более гибким решением (обработка под углом, быстрая смена положения детали без ее повторного зажима).
4. Сопоставить технические характеристики тисков с решаемой задачей
При подборе тисков необходимо обращаться к техническим характеристикам модели основными параметрами являются максимальный ход и ширина губок, габаритная длина.
 рецизионные тиски Zegyo серии GT
рецизионные тиски Zegyo серии GT
Модель B, мм Smax, мм L, мм GT125 125 150 345 GT150A 150 200 420 GT150B 300 520 GT175A 175 200 455 GT175B 300 555 GT175C 400 655 GT200A 200 200 495 GT200B 300 595 GT200C 400 695 GT200D 500 795
Ширина (B) прижимных губок и их максимальный ход (Smax) определяют размеры фиксируемой заготовки. Габаритная длина базы (L) позволяет подобрать тиски в соответствии с размерами стола станка. В таблице выше описаны только те модели, которые представлены на нашем сайте. Поставка других моделей возможна под заказ.
В нашем каталоге представлены модели, предназначенные для решение самых разных задач по металлообработке изделия. Если вы не нашли необходимую модель или возникли трудности с подбором оборудования, просим обращаться к нашим специалистам. Будем рады вам помочь. -
Наборы прижимов
Набор прижимов обеспечивает надежную фиксацию заготовок и деталей различной формы на рабочем столе с Т-образными пазами. Прижимы универсальны и применяются при металлообработке на различных станках (фрезерные, сверлильные, обрабатывающие центры и т.д). Наборы содержат все необходимые элементы для крепления заготовки и отличаются размерами гаек, шпилек. В зависимости от модели в комплект поставки входит кейс или подставка-органайзер, предназначенные для хранения оснастки непосредственно на рабочем месте. В нашем каталоге представлены наборы прижимов для установки в пазы 10...36 мм с резьбой M8...M30. -
Магнитные плиты
Общие сведения
Надежность фиксации заготовки в процессе обработки во многом определяет качество и точность размеров изготовленного изделия. Самым распространенным на сегодняшний день является механический способ фиксации заготовки с использованием тисков и прижимов различной конструкции. Стоит отметить, что механический способ крепления имеет ряд недостатков:
- Низкая скорость установки заготовки. Если для мелкосерийного производства данный минус будет практически не заметен, то для крупносерийного выпуска продукции он будет фактором, существенно снижающим производительность.
- Низкая производительность. Креплением механического типа фиксируется только одна заготовка.
- Ограниченные возможности обработки. Зафиксированная заготовка прижимами или тисками может быть обработана только с нескольких (свободных от зажима) сторон. В случает необходимости потребуется менять положение заготовки, что также влечет потерю времени.
- Возможность повреждения/деформации заготовки. В процессе обработки может происходить температурное расширение заготовки, которое под жестким давлением прижима может привести к деформации изготавливаемой детали.
Электромагнитные плиты
В качестве альтернативы креплениям механического типа применяются электромагнитные плиты. Принцип работы данного устройства основывается на
создании сильного магнитного поля при помощи электрических катушек с сердечниками, в результате чего происходит притягивание и неподвижная фиксация заготовки из ферромагнитных материалов. В данном случае процесс установки заготовки не требует использования дополнительных инструментов и происходит за считанные секунды, значительно увеличивая производительность обработки. Для работы требуется подача электропитания на устройство, уровень напряжения необходимого для эксплуатации указывается в технических характеристиках к модели.
Стоит отметить, что использование электромагнитной плиты также положительно отражается на качестве и точности обработки изделия. Магнитное поле надежно фиксирует (притягивает) заготовку без возможности смещения.
При выборе электромагнитной плиты необходимо учитывать рекомендации производителя по минимальной толщине размещаемой заготовки. В противном жесткая фиксация заготовки обеспечена не будет.
Область применения:
- Фрезерные, сверлильные, шлифовальные станки
- Фрезерные станки с ЧПУ вертикального и горизонтального типа
- Прочие операции, связанные с металлическими изделиями и конструкциями (сварка, сборка и т.д).
Электромагнитные плиты обладают универсальностью и могут быть установлены на различные модели станков. Основное требование, которое необходимо учитывать при подборе: соответствие технических возможностей фрезерного стола/верстака (габаритные размеры, максимально допустимая нагрузка в кг) параметрам электромагнитной плиты (габаритные размеры, вес).
 Электромагнитная плита HOMGE серии ECMC-B
Электромагнитная плита HOMGE серии ECMC-B  Электромагнитная плита с заготовкой
Электромагнитная плита с заготовкой
Устройство представляет собой монолитную конструкцию с установленными магнитами (полюсами). Размеры и количество магнитных полюсов непосредственно определяют силу притяжения заготовки. Конструкция полностью герметична, что позволяет использовать устройство на станках с подачей смазочно-охлаждающей жидкости (СОЖ).
В каждом магните сделано отверстие с резьбой, которое в случае необходимости используется для установки дополнительных аксессуаров - магнитных блоков различной формы. Магнитные блоки по сути выполняют функцию конструктора и позволяют в случае необходимости создать рабочую поверхность нужной конфигурации.
 Форм-факторы магнитных блоков
Форм-факторы магнитных блоков
Дополнительные магнитные блоки подбираются, исходя из размеров магнитного полюса. Например: для магнитного полюса 50x50 мм подбирается соответственно дополнительный блок размером 50x50 мм.
") В комплекте с основным устройством (плитой) поставляется контроллер с пультом, который выполняет сразу несколько важных функций:
В комплекте с основным устройством (плитой) поставляется контроллер с пультом, который выполняет сразу несколько важных функций:
- Управление устройством: включение / выключение
- Регулировка мощности тока, определяющим удерживающую силу заготовки
- Активация режима "демагнитизация", который убирает полностью остаточное намагничивание в устройстве
Преимущества и недостатки
Подводя итог вышесказанному, отметим основные преимущества и недостатки электромагнитных плит.
 Преимущества:
Преимущества:
1. Монолитная конструкция без движущихся механизмов, не требующая регулярного обслуживания
2. Высокая производительность: возможность одновременной установки нескольких заготовок, их быстрая установка/замена
3. Надежная фиксация заготовки и точность обработки изделия
4. Расширенные возможности обработки: установленная заготовка доступна к обработке со всех сторон (одно исключение - примагниченная сторона).
5. Полностью исключена возможность деформации заготовки в следствие ее температурного расширения
Недостатки:
1. Высокая стоимость (в сравнении с креплением механического типа). Электромагнитная плита - сложное техническое устройство, управляемое через специальный контроллер. Это во многом и определяет высокую стоимость данной оснастки.
2. Полная зависимость от электроснабжения. В случае проблем с электроснабжением может возникнуть опасность падения заготовки и получения производственных травм (например, при вертикальной обработке детали).Электромагнитные плиты HOMGE
 На сегодняшний день компания HOMGE MACHINERY IND, Ltd (Тайвань) является одним из мировых лидеров по производству станочной оснастки для фрезерных и сверлильных станков (включая станки с ЧПУ). К этому статусу компания пришла благодаря многолетнему опыту (работает с 1978 года) в качестве как производителя, так и разработчика новых моделей и инновационных решений.
На сегодняшний день компания HOMGE MACHINERY IND, Ltd (Тайвань) является одним из мировых лидеров по производству станочной оснастки для фрезерных и сверлильных станков (включая станки с ЧПУ). К этому статусу компания пришла благодаря многолетнему опыту (работает с 1978 года) в качестве как производителя, так и разработчика новых моделей и инновационных решений.
Основная специализация - разработка и производство зажимной оснастки для фиксации заготовок и деталей (прецизионные тиски, поворотные столы, электромагнитные плиты и т.д.). Высокое качество продукции и его постоянный контроль, надежностью и точность используемых механизмов - вот основные преимущества оборудования HOMGE, подтвержденные самыми разными заказчиками по всему миру.
Электромагнитные плиты HOMGE серии А (ECMC-A)
- Размер магнитного полюса: 35x35 мм
- Сила удержания: 580±5% кгс /49 см²
- Требуемая толщина заготовки: более 15 мм

размеры указаны в ммМодель A B C D E F G P Кол-во
полюсовT Вес, кг ECMC-A-1530 185 320 52 30,5 26
7 - 35x35 18
M6 23 ECMC-A-2340 225
440 30 25 30 32 39 ECMC-A-2560 225 610 31 25 30 48 54 ECMC-A-3131 310 320 30,5 25,5 - 36 39 ECMC-A-3140 310 440 30 25,5 30 48 53 ECMC-A-3160 310 610 31 25,5 30 72 74 ECMC-A-4344 435 440 30 25 30 72 75 ECMC-A-4350 435 525 30,5 25
30 90 90 ECMC-A-4359 435 610 31 25 30 108 104
Электромагнитные плиты HOMGE серии B (ECMC-B)
- Размер магнитного полюса: 50x50 мм
- Сила удержания: 1250±5% кгс /100 см²
- Требуемая толщина заготовки: более 25 мм

размеры указаны в ммМодель A B C D E F G P Кол-во
полюсовT Вес, кг ECMC-A-1919 180 180 62 25 25 10 - 50x50 4 M8 16 ECMC-A-2525
240 250 62 30 - 9 29 ECMC-A-2531
240 310 62 - 12 36 ECMC-A-2543 240 430 62 - 18 52 ECMC-A-2550 240 490 62 - 21 57 ECMC-A-2559
240 590 62 30 24 71 ECMC-A-2582
240 810 62 30 33 95 ECMC-A-2587
240 870 62 30 36 101 ECMC-A-2599 240 990 62 30 42 115 ECMC-A-3031
300 310 62 - 16 46 ECMC-A-3043
300 430 62 - 24 63 ECMC-A-3059 300 590 62 30 32 85 ECMC-A-3082
300 810 62 30 44 120 ECMC-A-3087
300 870 62 30 48 127 ECMC-A-3099
300 990 62 30 56 143 ECMC-A-4343
420 430 62 - 36 87 ECMC-A-4349
420 490 62 - 42 102 ECMC-A-4359
420 590 62 30 48 120 ECMC-A-4382 420 810 62 30 66 164 ECMC-A-4387
420 870 62 30 72 175 ECMC-A-4399
420 990 62 30 84 200 ECMC-A-4959
480 590 62 30 56 131 ECMC-A-4982
480 810 66 30 77 206 ECMC-A-4987
480 870 66 30 84 219 ECMC-A-4999
480 990 66 30 98 245 ECMC-A-5959
600 590 66
30 72 184 ECMC-A-6082
600 810 66 30 99 242 ECMC-A-6087
600 870 66 30 108 269 ECMC-A-5999
600 990 66 30 126 307 ECMC-A-7582
750 810 66 40 30 121 305
Электромагнитные плиты HOMGE серии С (ECMC-С)
- Размер магнитного полюса: 70x70 мм
- Сила удержания: 2800±5% кгс /196 см²
- Требуемая толщина заготовки: более 40 мм

размеры указаны в ммМодель A B C D E F G P Кол-во
полюсовT Вес, кг ECMC-C-34677 340 670 70 30 25
20 30 70x70 18 M10 126 ECMC-C-4353C 430 530 70 - 20 126 ECMC-C-43677
430 670 70 30 24 159 ECMC-C-43857
430 850 70 30 32 202 ECMC-C-52678
520 670 80 30 30 220 ECMC-C-52858
520 850 80 30 40 279 ECMC-C-66678
660 670 80 30 36 280 ECMC-C-66858
660 850 80 30 48 354 ECMC-C-34677
840 850 80 30 64 451
Электромагнитные плиты HOMGE серии D (ECMC-D)
- Размер магнитного полюса: 91x91 мм
- Сила удержания: 4800±5% кгс /338 см²
- Требуемая толщина заготовки: более 50 мм

размеры указаны в ммМодель A B C D E F G G1 P Кол-во
полюсовT Вес, кг ECMC-D-5959 565 640 75
30 25 20 - 27 91x91 20 M10 214 ECMC-D-59100 565 1025 29 27 32 343 ECMC-D-59130 565 1250 30 27 40 418 ECMC-D-8080 790 800 28 28 36 374 ECMC-D-82100 790 1025 29 28 48 480 ECMC-D-82130 790 1250 30 28 60 585
Наша компания являемся дилером продукции HOMGE и работает напрямую с производителем. Помимо электромагнитных плит, представленных в нашем каталоге, мы можем предложить поставку любой другой заинтересующей вас модели в кратчайшие сроки и по привлекательной рыночной цене. Для уточнения стоимости и сроков поставки просим обращаться в отдел продаж.
Копирование материалов сайта возможно только с указанием ссылки на первоисточник (chpu.market).
- Низкая скорость установки заготовки. Если для мелкосерийного производства данный минус будет практически не заметен, то для крупносерийного выпуска продукции он будет фактором, существенно снижающим производительность.
-
Кромкоискатели
Кромкоискатели (краеискатели) относятся к группе измерительных инструментов, предназначенных для определения положения шпинделя станка относительно заготовки. Это в свою очередь необходимо для настройки положения режущего инструмента и получения высокой точности в процессе обработки. В нашем каталоге представлены несколько моделей механических краеискателей Zegyo, которые позволяют определить поверхность заготовки с точностью 0,005 мм. -
Приспособления для очистки...
-
Магнитные захваты
-
Система нулевого базирования
-
Поворотные столы
-
Расточные системы
Расточные системы
Воспользовавшись нашим предложением, вы сможете выгодно приобрести надежные и удобные в работе расточные системы как для черновой, так и чистовой обработки. Наш интернет-магазин профессионально работает в сфере поставок металлообрабатывающего инструмента и оснастки. В каталоге представлена продукция китайских брендов Zegyo и OLICNC, которые популярны на российском рынке металлообработки благодаря высокому качеству и доступным ценам.
Расточные системы с головкой NBH2084

Системы NBH2084 используются для чистового растачивания отверстий диаметром от 8 до 280 мм. Обработка производится при помощи державок, устанавливаемых в корпус расточной головки. Микрометрическая головка NBH2084 снабжена регулировочным винтом со шкалой, позволяет перемещать режущий инструмент с шагом 0,005 мм и максимально точно (до 0,01 мм) устанавливать необходимый диаметр растачивания.
Данная продукция поставляется готовым комплектом. Полная комплектация набора представлена в таблице ниже.
№ п/п Наименование Количество, шт Длина, мм Диаметр хвостовика, мм Диапазон расточки, мм Винт Ключ Совместимые пластины 1 Фрезерный патрон BT / SK / NT 1 - - - - - - 2 Расточная головка NBH2084 1 - - 8-280* - - - 3 Державка 1 32 20 8-10 M2x5 T6 4 Державка 1 40 20 10-13 5 Державка 1 53 20 12-17 M2,5x6 T8 6 Державка 1 68 20 16-21 7 Державка 1 83 20 20-130 M3x8 T8 8 Державка 1 96 20 25-135 9 Державка 1 115 20 30-140 10 Державка SBJ20L20-100 1 100 20 120-280 11 Ключ T6 1 - - - - - - 12 Ключ Т8 2 - - - - - - 13 Шестигранный ключ M2x5 (M2.5x6) 1 - - - - - - 14 Шестигранный ключ M3x8 1 - - - - - - * в зависимости от используемой державки
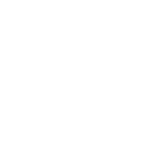
Расточные системы с головкой RBA
Двухрезцовая головка RBA используются для чистового растачивания отверстий диаметром от 20 до 110 мм. В отличии от NBH2084 обработка производится без использования державок: твердосплавные пластины устанавливаются непосредственно в корпус головки. Обработка производится при помощи державок, устанавливаемых в корпус расточной головки. Головка RBA устанавливается в соответствующую фрезерную оправку напрямую, либо через специальный удлинитель. Удлинитель позволяет увеличить глубину растачивания и значительно расширяет его возможности.
№ п/п Модель головки Тип хвостовика Диапазон растачивания ØD, мм Длина головки L, мм Винт Ключ Устанавливаемая
пластинаВес, кг 1 RBA20-25RL-C LBK1 (11 мм) 20 - 25 33 M2.5 T8 CCMT06020.. 0.05 2 RBA25-33RL-C LBK2 (14 мм) 25 - 33 37 M2.5 T8 CCMT06020.. 0.1 3 RBA32-45RL-C LBK3 (18 мм) 32 - 45 41 M2.5 T8 CCMT06020.. 0.2 4 RBA40-55RL-C LBK4 (22 мм) 40 - 55 50 M4.0 T15 CCMT09T30.. 0.4 5 RBA52-75RL-C LBK5 (28 мм) 52 - 75 59 M4.0 T15 CCMT09T30.. 0.8 6 RBA68-110RL-C LBK5 (36 мм) 68 - 110 70 M5.0 T20 CCM12040.. 1.7
















Гайки для цанг

 Посмотреть схему
Посмотреть схему
Затяжная гайка используется совместно с цангой и предназначена для надежной фиксации различного инструмента в корпусе фрезерного патрона. В нашем каталоге представлены гайки различного типа (A, M, UM, OZ), которые используются для цанг ER8, ER11, ER16, ER20, ER25, ER32, ER40, EOC25/OZ25, EOC32/OZ32.
| Название | Бренд | ||
|---|---|---|---|
Гайка CN-ER11 |
Evermore Tools |
3 323,00 ₽
|
|
Гайка CN-ER11M |
Evermore Tools |
2 038,00 ₽
|
|
Гайка CN-ER16 |
Evermore Tools |
3 323,00 ₽
|
|
Гайка CN-ER16M |
Evermore Tools |
3 002,00 ₽
|
|
Гайка CN-ER20 |
Evermore Tools |
3 858,00 ₽
|
|
Ключи для фрезерных патронов предназначены для затягивания фиксирующих гаек и обеспечивают надежную фиксацию зажимной цанги в корпусе оправки. В нашем каталоге представлены ключи различного исполнения (A, M, UM, EOC/OZ, SK) для патронов с размерами ER8, ER11, ER20, ER25, ER32, ER40, EOC20/OZ20, EOC25/OZ25, EOC32/OZ32, SK6, SK10, SK16, SK20, SK25.
| Название | Бренд | ||
|---|---|---|---|
Гаечный ключ для сверлильных патронов APU13, SPNR-APU13 |
OLICNC |
236,00 ₽
|
|
Гаечный ключ для сверлильных патронов APU16, SPNR-APU16 |
OLICNC |
296,00 ₽
|
|
Гаечный ключ для цанговых патронов ER11, тип A, ER11-SPNR-A |
ZEGYO |
367,00 ₽
|
|
Гаечный ключ для цанговых патронов ER11, тип A, SPNR-ER11-A |
OLICNC |
266,00 ₽
|
|
Гаечный ключ для цанговых патронов ER11, тип M, SPNR-ER11-M |
OLICNC |
247,00 ₽
|
|
Фрезерные патроны
 Посмотреть схему
Посмотреть схему
Фрезерные патроны в ассортименте по выгодным ценам В этоv разделе вы сможете выбрать и недорого заказать фрезерный патрон интересующего вас типа . Наш интернет-магазин является дилером ряда известных брендов. Наши преимущества: надежная качественная продукция; разнообразие ассортимента; прямые поставки от производителей; наличие товаров на складе; оперативное выполнение заказа; профессиональные консультации; честные выгодные цены. Назначение, конструкция и характеристики Фрезерные патроны (оправки) обеспечивают фиксацию режущего инструмента и его центровку, а...
| Название |
D, мм
|
Бренд | ||
|---|---|---|---|---|
BT30-ER11-060 Патрон цанговый |
19
|
ZEGYO |
2 505,00 ₽
|
|
BT30-ER16-070 Патрон цанговый |
28
|
ZEGYO |
2 391,00 ₽
|
|
BT30-ER16-100 Патрон цанговый |
28
|
ZEGYO |
2 391,00 ₽
|
|
BT30-ER25-070 Патрон цанговый |
42
|
ZEGYO |
2 076,00 ₽
|
|
BT40-ER16-070 Патрон цанговый |
28
|
ZEGYO |
1 622,00 ₽
|
|